一. 系統需求
1、檢測產品整個表面(包括上下表面和四周邊)。不良品圖像通過人眼清晰觀察到并保存。
2、要求檢測的項目包括:1)上下表面以及四周邊劃傷;2)抽孔不良(凸起高度是否達標);3)表面是否生銹;4)孔內有無螺紋;5)內孔是否有缺口,尺寸不良檢測。
3、檢測速度: 70mm*50mm工件,檢測整塊的時間不超過800ms
二. 檢測功能實現
1、劃傷檢測
金屬劃傷檢測是機器視覺檢測的一大難題。金屬劃傷有深有淺,有的劃傷只有0.1mm寬甚至更細,這相對于一個70mm*50mm的金屬表面來說十分細微,要短時間內分析并進行辨認很困難。
圖1:劃傷:

圖2:劃傷檢測界面
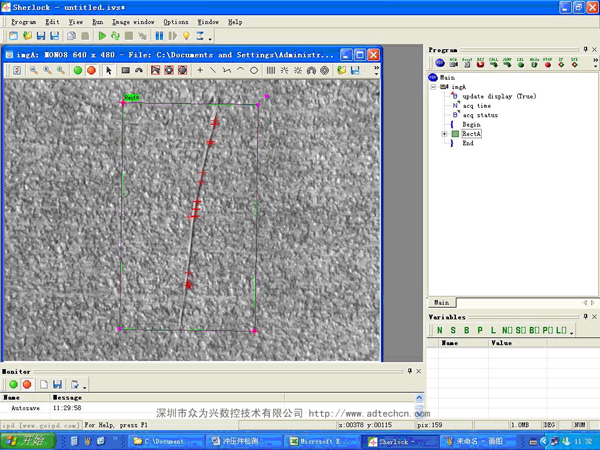
此時可以檢測出劃傷,但實際操作起來比較困難,因為在這種情況下的FOV(視野)只有20mm*15mm的區域,只占整個工件的十分之一。
2、 抽孔不良檢測
圖3;抽孔不良品檢測圖片
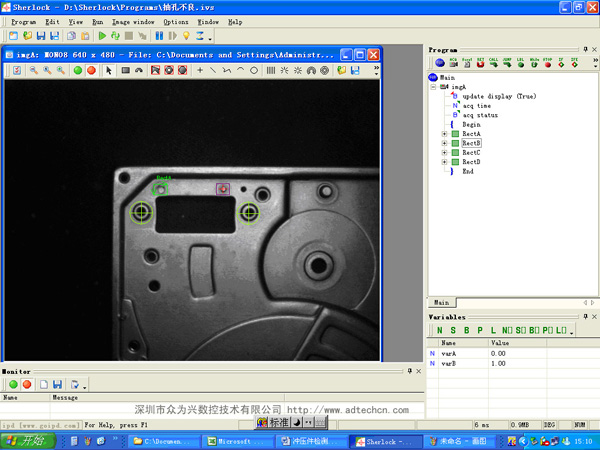
此時sherlock軟件通過對兩個定位點對工件準確定位,分析抽孔部位的灰度值和連通性。varA表示左邊區域的連通性,varB表示右邊區域的連通性。從檢測圖中可以看出抽孔不良連通性為0,抽孔正常連通性為1。
3、表面生銹檢測
圖4;表面生銹檢測圖片
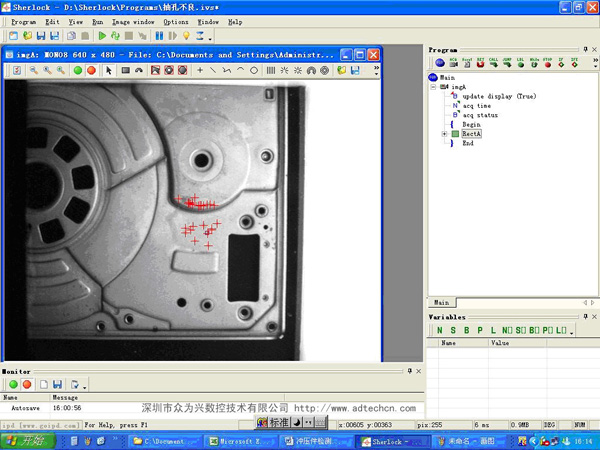
此時能檢測出工件相對平整的生銹部分。由于生銹時呈現是黑色,與孔的顏色很接近,這樣對孔附近的銹跡就很難辨認,有時會出現把孔附近的陰影當成生銹處理。
4、 孔內有無螺紋檢測
這項檢測要求相機和工件成一定的斜角,因為螺紋在孔里面,水平放置時無法辨認,可以將工件或相機調整到傾斜狀態
圖5:孔內有螺紋檢測界面
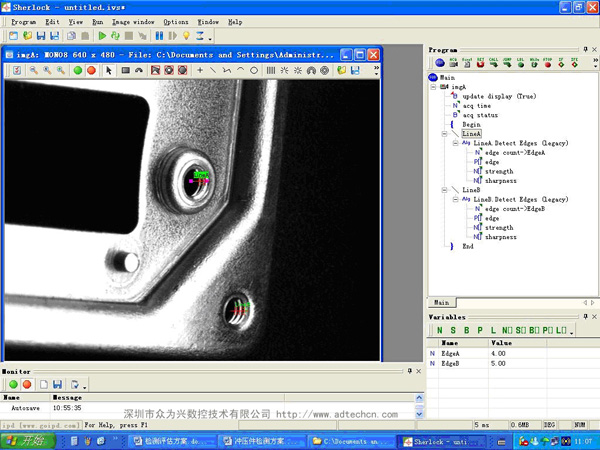
利用螺紋反光的特點,我們可以檢測孔內螺紋的有無。EgeA對應上面的孔內黑白相間螺紋,EdgeB對應下面的孔內黑白相間螺紋,檢測到孔內黑白相間的邊緣數EgeA和EdgeB分別為4和5,即孔內存在螺紋。
圖6:孔內無螺紋檢測界面
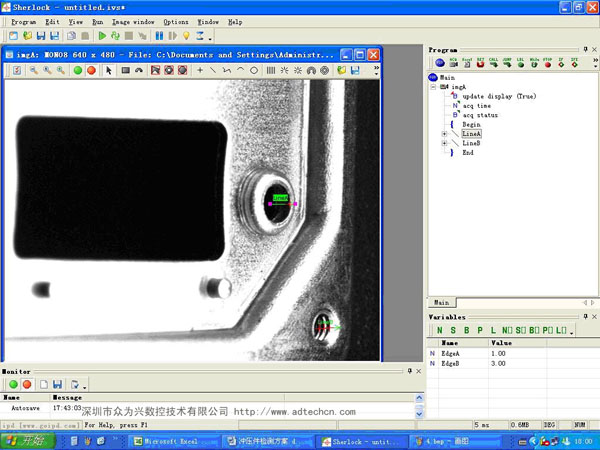
此時上面的孔黑白相間邊緣數EdgeA僅為1,不存在螺紋(若有螺紋則黑白相間的條紋數Edge不小于2);右下方的孔對應的黑白相間條紋數EdgeB為3,存在螺紋。
三. 評估硬件組成
我們選用加拿大DALSA Coreco公司IPD的 VA41高性能視覺檢測儀,它檢測速度快,非常適合大生產量的產品在線檢測。
視覺處理器:VA41 支持多達6個面掃描相機, 60f/s 或更高, 支持彩色, 25倍高速, Ethernet, RS232, USB, VGA, 多種工業PLC,10路可配式輸入,8路可配式輸出,良品、不良品輸出信號報警

相機:JAI-CVA 130萬像素
鏡頭: COMPUTAR MLM-3XMP 變焦和COMPUTAR 8mm
光源:紅色同軸光
光源電源:同軸光配套電源
注:一套系統配2個相機、2個鏡頭、2個光源及2個光源電源
四. 軟件模塊
軟件模塊采用了DALSA Coreco公司IPD的Sherlock智能視覺處理軟件。我們還可以通過編寫VB用戶界面提供簡捷、個性化的操作界面,方便操作員操作。通過個性化的界面對檢測進行控制和監視,如圖:

圖7:用戶界面示例

上面編寫的用戶界面只是示例,實際操作界面可以根據客戶的需求做出相應的調整和優化。
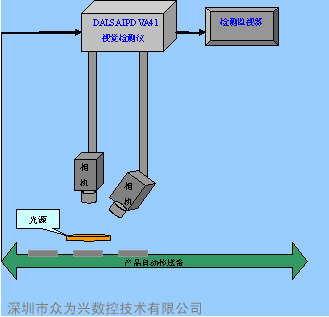
五. 多相機同時在線檢測系統示意圖