摘 要:介紹基于臺(tái)達(dá)智能型伺服系統(tǒng)的高精度灌裝控制方案。對(duì)于藥品液體灌裝生產(chǎn)線的高精度同步灌裝工藝,臺(tái)達(dá)A2伺服獨(dú)有的電子凸輪功能配合全新pr運(yùn)動(dòng)控制模式,實(shí)現(xiàn)了液體灌裝速度和送瓶速度實(shí)時(shí)保持高精度同步。
關(guān)鍵詞:高解析智能伺服、同步灌裝、電子凸輪、新PR模式、CAPTURE資料抓取、By-PASS一主多從 。
1. 引言
今天,隨著制藥企業(yè)“GMP”新標(biāo)準(zhǔn)認(rèn)證制度的實(shí)施,為制藥企業(yè)對(duì)制藥裝備提出了更高的目標(biāo)和要求。同樣為制藥裝備廠家提供了前所未有的發(fā)展機(jī)遇和市場(chǎng)空間,但是傳統(tǒng)的制藥機(jī)械機(jī)械結(jié)構(gòu)已經(jīng)和控制方案已經(jīng)不能滿足現(xiàn)有的制藥行業(yè)發(fā)展的需求,新一代的制藥機(jī)械將可以提供更高精度的,更高自動(dòng)化程度的控制工藝,來不斷迎接市場(chǎng)的挑戰(zhàn)!
本文以藥品水針劑生產(chǎn)灌裝生產(chǎn)線高精度同步灌裝工藝為案例,詳述了如何利用臺(tái)達(dá)A2伺服獨(dú)有的電子凸輪功能配合全新pr運(yùn)動(dòng)控制模式,僅以外置編碼器作為命令來源,即可實(shí)現(xiàn)液體灌裝速度和送瓶速度實(shí)時(shí)保持高精度同步。同時(shí)利用伺服By-pass功能,無需昂貴的運(yùn)動(dòng)控制器的參與,即可實(shí)現(xiàn)高性價(jià)比的一主多從多軸伺服同步控制控制方案。
2. 機(jī)械設(shè)計(jì)和工藝要求
1) 機(jī)械結(jié)構(gòu)設(shè)計(jì)
灌裝同步生產(chǎn)線,主要分為送瓶軸拖鏈、水平跟蹤軸和垂直跟蹤軸3部分構(gòu)成,如下圖所示。

早期藥機(jī)同步灌裝,送瓶軸拖鏈、水平跟蹤軸和垂直跟蹤軸3部分動(dòng)力來源均為送瓶拖鏈電機(jī)輸出。多是以機(jī)械凸輪通過多級(jí)機(jī)械傳動(dòng),帶動(dòng)兩個(gè)實(shí)體凸輪機(jī)構(gòu)來實(shí)現(xiàn)同步。實(shí)體的凸輪加工需要高精密的CNC加工中心才能生產(chǎn),生產(chǎn)成本較高,而且調(diào)試和安裝起來非常麻煩,并且隨著使用時(shí)間增加,機(jī)械的磨損會(huì)影響到同步灌裝的精度,后期維護(hù)費(fèi)用很高,產(chǎn)品換型困難。
臺(tái)達(dá)A2系列伺服電子凸輪功能就是針對(duì)上述問題而開發(fā)的智能型伺服系統(tǒng)。
伺服灌裝同步生產(chǎn)線,仍然分為送瓶軸拖鏈、水平跟蹤軸和垂直跟蹤軸3部分構(gòu)成,只是在機(jī)械結(jié)構(gòu)上,摒棄了傳統(tǒng)的機(jī)械凸輪連接,取而代之的是兩顆高精度伺服系統(tǒng),通過精密絲桿分別控制水平跟蹤軸(X軸)和垂直跟蹤軸(Y軸)的位移。其伺服系統(tǒng)的命令來源均為安裝在送瓶拖鏈上的高解析度編碼器提供。控制架構(gòu)如下圖所示:
詳細(xì)機(jī)械數(shù)據(jù)如下:
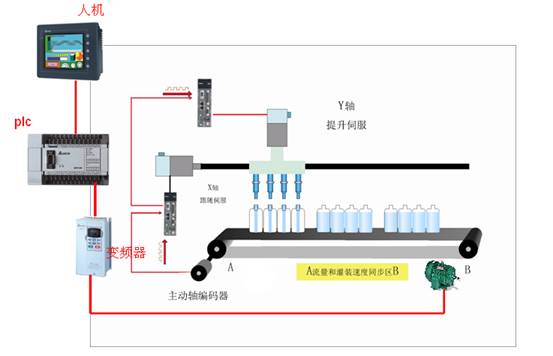
主編碼器分辨率為2000p/r,凸輪一周,編碼器旋轉(zhuǎn)2圈,采集脈沖數(shù)量16000ppr,5v差動(dòng)信號(hào)。
主電機(jī)由變頻器控制工作頻率在0~50hz。
X/Y滑臺(tái)絲桿的螺距為10mm,X/Y伺服編碼器分辨率通過電子齒輪比功能設(shè)定為100000ppu。
X軸同步的區(qū)域長(zhǎng)度為A~B=240mm。Y軸插入的距離為40mm。
2) 工藝要求:
精度要求:
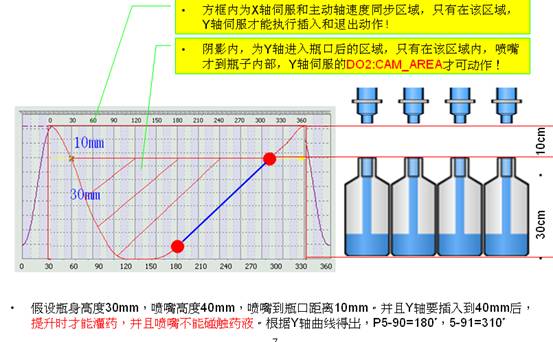
灌裝噴嘴直徑為2mm,藥瓶口直徑為6.5mm,無論何種速度。噴嘴和瓶口不能接觸!
要求伺服在同一灌裝速度下,定位精度在0.5mm內(nèi)。
不論主動(dòng)軸變頻器速度在0~50HZ內(nèi)任意變換,伺服的加減速都可以保證完全同步,偏移量不得大于1mm。
伺服可以在變頻器10HZ低速運(yùn)行時(shí),也能保證好的同步效果。
同步灌裝動(dòng)作要求:
X軸水平軸跟蹤伺服,驅(qū)動(dòng)灌裝噴嘴前后運(yùn)動(dòng)。灌裝過程分為同步區(qū)間和高速返回區(qū)間。其中同步區(qū)間速度和送料拖鏈速度保持一致。在同步區(qū)域內(nèi),Y軸才可以插針到瓶?jī)?nèi)。同步區(qū)結(jié)束后X軸高速返回到原點(diǎn),等待插入下一組藥瓶。
Y軸垂直軸提升伺服,驅(qū)動(dòng)灌裝噴嘴上下運(yùn)動(dòng),灌裝過程分為快速插入和慢速返回區(qū)間。快速插入時(shí)的距離為40mm。并要求在瓶底停留一段時(shí)間。然后慢速提升,提升速度和灌裝系統(tǒng)流量相關(guān),任何情況下不允許針管接觸到灌裝液面。
在灌裝過程時(shí),不論在快速插入瓶口和返回區(qū)間Y軸始終和主動(dòng)軸的編碼器命令同步對(duì)應(yīng),同樣伺服馬達(dá)的速度和藥瓶的輸送速度保持一致,即為同步灌裝要點(diǎn)!
3. 臺(tái)達(dá)高精度灌裝控制方案
方案配置:

ASD-A2- 0421--B 控制器X2臺(tái)
臺(tái)達(dá)A2系列高解析智能伺服是臺(tái)達(dá)電子憑借多年的伺服研發(fā)經(jīng)驗(yàn)于2009年推出的新一代的伺服系統(tǒng), 其設(shè)計(jì)引入了歐系高端伺服智能化的理念和控制架構(gòu)。大幅提升了產(chǎn)品的性能和應(yīng)用價(jià)值,產(chǎn)品主要特點(diǎn)如下:
20bit高解析編碼器,可以提供1280000ppr的更高定位精度。
內(nèi)含64組PR運(yùn)動(dòng)路徑編輯功能,電子凸輪功能。無需高階控制系統(tǒng),就可實(shí)現(xiàn)復(fù)雜的運(yùn)動(dòng)控制和凸輪同步功能,
內(nèi)含伺服By-pass功能,可以實(shí)現(xiàn)命令信號(hào)逐級(jí)傳遞不衰減,輕松構(gòu)造一主多從的控制架構(gòu)。
高響應(yīng)和共振抑制可以滿足各類機(jī)械環(huán)境。
4. 方案的制定和實(shí)施
綜合上述的分析,但A2智能伺服就完全可以實(shí)現(xiàn)的同步灌裝運(yùn)動(dòng)控制要求。以下將針對(duì)同步灌裝的主要工藝要求對(duì)方案可行性逐一進(jìn)行分析。
1) 動(dòng)作分析與PR路徑規(guī)劃
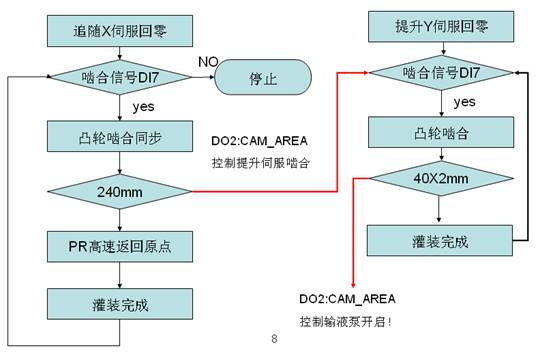
同步灌裝動(dòng)作流程如下圖所示:
下面以X水平跟蹤伺服為例說明,動(dòng)作要求如下和PR路徑規(guī)劃如下:
A. X軸回歸機(jī)械原點(diǎn)
PR#00 回機(jī)械原點(diǎn)。開機(jī)X軸回歸到機(jī)械原點(diǎn)。。
PR#01 回到原點(diǎn),確保伺服因緊急情況脫離后,再次執(zhí)行時(shí)處于X軸原點(diǎn)。
B. 開啟CAPTURE資料抓取功能。
CAPTURE 的概念是利用外部的觸發(fā)信號(hào)DI7,達(dá)到瞬間抓取運(yùn)動(dòng)軸的位置資料,并存放到資料陣列中,作為后續(xù)運(yùn)動(dòng)控制使用.
需要特別說明的是,當(dāng)伺服使用CAPTURE資料抓取功能時(shí),伺服系統(tǒng)將強(qiáng)制關(guān)閉原有DI 功能規(guī)劃,將DI7強(qiáng)制為CAPTURE。故在CAP功能開啟后,DI7只能使用在CAPTURE,因?yàn)檫@個(gè)信號(hào)經(jīng)過硬體特殊處理為高速處理I/O,響應(yīng)時(shí)間為3μ秒
 PR#02 寫參數(shù)P5-39=0 關(guān)閉CAPTURE功能,防止誤動(dòng)作。
 PR#03 寫參數(shù)5-38=1 ,只嚙合一次,保證在同步區(qū)間不會(huì)出現(xiàn)干擾信號(hào)。
 PR#4 寫參數(shù)5-39=0XF021,啟動(dòng)CAP資料抓取功能 。
C. 電子凸輪功能設(shè)置。
等待CAPTURE資料抓取信號(hào),由安裝在主動(dòng)軸上的接近開關(guān)信號(hào),觸發(fā)A2伺服Capture和E-CAM功能,來實(shí)現(xiàn)電子凸輪嚙合。
PR#5 寫參數(shù)5-88=0XF2220,關(guān)閉電子凸輪功能。
PR#6 寫參數(shù)5-88=0XF2221,開啟電子凸輪功能。
參數(shù)規(guī)劃如下:
X凸輪控制=1 啟動(dòng)電子凸輪。
Y凸輪命令來源=2 PULSE命令。
Z凸輪嚙合時(shí)機(jī)=2 CAPTURE任一點(diǎn)動(dòng)作。
U凸輪脫離時(shí)機(jī)=2 主軸抓取脈沖數(shù)>5-89設(shè)定后脫離。
當(dāng)伺服DI7 CAPTURE檢測(cè)到ON上升沿信號(hào)時(shí),凸輪就會(huì)嚙合,伺服電機(jī)根據(jù)A2預(yù)先編輯好的凸輪曲線軌跡,按照送瓶伺服主動(dòng)軸編碼器脈沖指令運(yùn)動(dòng)。
當(dāng)進(jìn)入到設(shè)定同步區(qū)輸出同步范圍后,X軸D0CAM-AREA信號(hào)ON,控制提升軸伺服Y軸凸輪嚙合。
當(dāng)伺服抓取數(shù)值通過比較等于主軸凸輪脈沖P5-89的值時(shí),伺服馬達(dá)立刻脫離電子凸輪,追隨結(jié)束。
D. 凸輪分離,伺服電機(jī)高速返回。
伺服馬達(dá)反轉(zhuǎn),高速返回起始原點(diǎn),等待下一次觸發(fā)信號(hào)的到來。該階段為伺服自身的PR模式控制,返回時(shí)的速度和加減速規(guī)劃,由A2伺服的PR模式實(shí)現(xiàn)和完成。
PR#15 絕對(duì)定位,高速返回到原點(diǎn)
PR#16 跳轉(zhuǎn)指令,跳回到PR#02。當(dāng)流程結(jié)束,返回到PR#02,等待下一次嚙合信號(hào)到來。
對(duì)于垂直提升軸Y軸,除返回時(shí),因返回起始原點(diǎn)速度也由凸輪曲線規(guī)劃,所以除了沒有PR規(guī)劃沒有PR#15,其他情況和水平X跟蹤軸相同,對(duì)此不再?gòu)?fù)述。
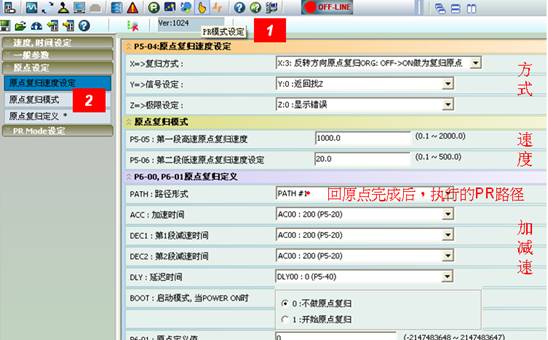
使用A2資訊軟體,用戶可以方便的規(guī)劃伺服的運(yùn)動(dòng)路徑,新型的PR路徑編輯器不但支持跳轉(zhuǎn)、插斷、疊加等運(yùn)動(dòng)邏輯處理,還支持參數(shù)讀寫等豐富功能。
2) 電子凸輪曲線規(guī)劃
水平跟蹤X軸凸輪曲線規(guī)劃
對(duì)于水平跟蹤X軸而言,主要保證速度上和主動(dòng)軸編碼器速度追隨,追求的是速度保持主動(dòng)軸一致。建造凸輪表格和曲線方法如下:
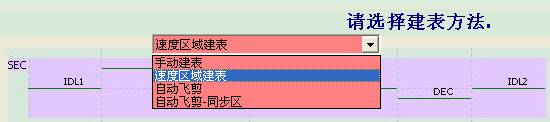
步驟1,選擇軟體功能E-CAM電子凸輪功能
步驟2 ,建表方法:選擇速度區(qū)域建表
步驟3,根據(jù)實(shí)際情況設(shè)定實(shí)體機(jī)械尺寸
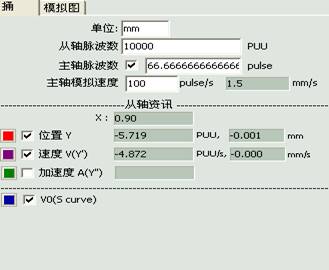
送瓶主動(dòng)軸同步距離為240mm,編碼器產(chǎn)生1600pulse,因此主軸脈沖數(shù)=66.6666666666Pulse/mm,水平跟蹤X軸,伺服編碼器設(shè)定10萬脈沖當(dāng)量,絲桿螺距為10mm,所以從動(dòng)軸脈沖數(shù)設(shè)定為1000 PUU/mm,此為模擬信息,當(dāng)在建造凸輪曲線時(shí),系統(tǒng)會(huì)參考到這些資料,所以這些信息務(wù)必要準(zhǔn)確,即主動(dòng)軸與從動(dòng)軸移動(dòng)1mm時(shí)所需的脈波數(shù)及PUU,如下圖。
步驟4,規(guī)劃和建造凸輪曲線
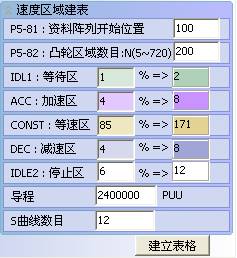
如左圖中標(biāo)示,設(shè)定"等待區(qū)“、"加速區(qū)“、"等速區(qū)“、"減速區(qū)“、"停止區(qū)“等曲線運(yùn)轉(zhuǎn)區(qū)域,其中加減速區(qū)的設(shè)定,需考慮到電機(jī)的實(shí)際慣量是否能夠依此設(shè)定的加減速曲線而工作。此外,曲線建立的要點(diǎn)是,曲線的規(guī)劃的過程之中,盡可能的保持較長(zhǎng)的"等速區(qū)“,因?yàn)橹挥性诖硕螀^(qū)域才能實(shí)現(xiàn)同步灌裝。同時(shí),要有一定的停止區(qū),否則有時(shí)會(huì)造成曲線無法回到原點(diǎn)。
凸輪的導(dǎo)程是指凸輪包含加減速距離在內(nèi)的位移距離,我們?cè)O(shè)定為240mm=2400000puu單位。
當(dāng)上述數(shù)據(jù)完成后,系統(tǒng)就可以產(chǎn)生表格和曲線,如下圖所示:
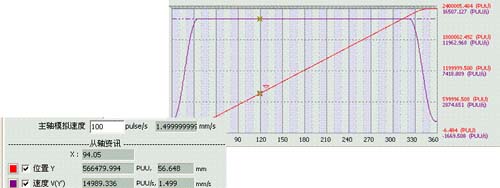
其中虛線為模擬器產(chǎn)生的主動(dòng)軸速度曲線,實(shí)線為X水平跟蹤軸的速度曲線。當(dāng)移動(dòng)光標(biāo),使用者就可以在軟體上清楚地觀察到主動(dòng)軸模擬速度(即,送瓶伺服的速度)和從動(dòng)軸速度(即XX水平跟蹤軸)。
虛線和實(shí)線重合的區(qū)域就是可以灌裝的同步等速區(qū)。使用者可以通過調(diào)整合理的加減速規(guī)劃,來保證最大化的等速區(qū)域,用以滿足大劑量藥瓶的灌裝速度。這是同步灌裝的工藝要點(diǎn)之一!
當(dāng)模擬器產(chǎn)生的主動(dòng)軸速度曲線和X水平跟蹤軸的速度曲線不一致時(shí),使用者可以通過修正“導(dǎo)程”,或者點(diǎn)擊“下一步”修正“主軸脈沖數(shù)5-84”,來保證兩軸的速度曲線盡最大可能的保持接近。只有這樣才能保證同步的穩(wěn)定性和精度!
凸輪曲線和參數(shù)設(shè)定完成后要記得下載并燒錄到A2驅(qū)動(dòng)器中,否則掉電凸輪曲線不會(huì)被保存。
垂直跟蹤Y軸凸輪曲線規(guī)劃
對(duì)于垂直跟蹤Y軸而言,是比較有意思的,因?yàn)閅軸工藝要求Y軸最終要保證針頭插入瓶口的有效距離為40mm,追求的位置控制!建表方法如下:
步驟1,選擇軟體功能E-CAM電子凸輪功能。
步驟2,選擇手動(dòng)建表功能。
步驟3,將曲線規(guī)劃為20等分,凸輪360°對(duì)應(yīng)Y軸21筆位置資料,做出凸輪位移曲線,如下圖:
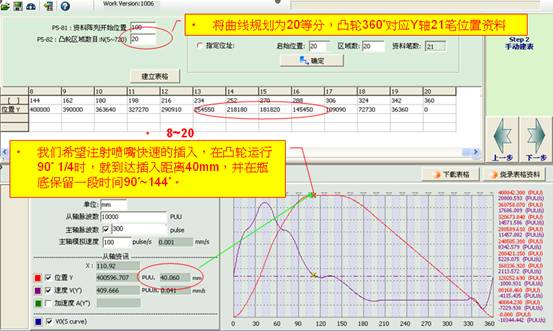
對(duì)于上述凸輪曲線,可以看到噴嘴的下行和返回行程都規(guī)劃在曲線內(nèi),其Y軸的提升速度可以隨著主動(dòng)軸的速度同步變化。此外,對(duì)于Y軸提升伺服加減速的處理,在不影響最終位置的前提下,可以適當(dāng)修改表格中加速和減速區(qū)域的數(shù)值,使速度曲線平滑!
3) 凸輪區(qū)間設(shè)定和DO:CAM_AREA功能說明
伺服系統(tǒng)DO規(guī)劃:CAM_AREA也是A2非常實(shí)用的功能之一,他的主要目的就是可以在凸輪曲線上設(shè)定2組P5-90~P5-91參數(shù),當(dāng)凸輪曲線運(yùn)行到這段范圍后,DO:CAM_AREA就會(huì)至ON。
垂直跟蹤 Y軸的CAPTURE信號(hào)DI7就是接到水平跟蹤X軸的D02:CAM_AREA信號(hào)觸發(fā)凸輪嚙合的,噴嘴輸液泵的開啟也是通過Y軸的D02:CAM_AREA信號(hào)來控制的。因?yàn)橹挥兴礁橷軸和送瓶主動(dòng)軸同步后,垂直跟蹤Y軸才能下降,將噴嘴插入瓶口。
而只有噴嘴插入40mm,并停留一定時(shí)間,垂直跟蹤Y軸
在穩(wěn)定提升時(shí),噴嘴輸液泵才可以開啟,如下圖描述:
4) By-pass和一主多從的控制方式的說明
By-pass命令傳遞功能是A2智能伺服的另一大功能特色,利用By-pass功能,主動(dòng)軸編碼器信號(hào)(脈沖命令信號(hào))輸入到其他從動(dòng)軸CN1,依次串接多顆伺服。即一主軸指揮多從軸同動(dòng)。

在從軸上,信號(hào)傳遞每級(jí)的延遲為50ns,但不會(huì)有信號(hào)衰減的問題。方案中,垂直跟蹤Y軸的命令來源就是通過水平跟蹤X軸BY-PASS功能實(shí)現(xiàn)的! 利用此功能最大可以串接16臺(tái)伺服驅(qū)動(dòng)器,而不會(huì)產(chǎn)生信號(hào)衰減問題。
5. 其他因素對(duì)灌裝精度的影響
對(duì)于下述問題是一個(gè)十分有必要討論的問題,我們?cè)趯?shí)際調(diào)試時(shí)發(fā)現(xiàn)以下問題對(duì)于灌裝精度起影響作用,甚至有時(shí)左右到方案的結(jié)果。
1) 編碼器的精度和安裝方式
主動(dòng)軸編碼器輸入的脈沖數(shù)量,編碼器聯(lián)軸節(jié)安裝不同心,變形引起的脈沖指令突變。
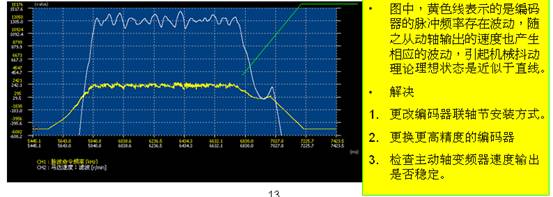
解決的方法是:
A. 更改編碼器聯(lián)軸節(jié)安裝方式。
B. 更換更高精度的編碼器
C. 檢查主動(dòng)軸變頻器速度輸出是否穩(wěn)定。
2) Capture同步命令信號(hào)
這個(gè)信號(hào)由安裝在主動(dòng)軸上的接近開關(guān)信號(hào)DI7,觸發(fā)A2伺服Capture和E-CAM功能,來實(shí)現(xiàn)電子凸輪嚙合。因此這個(gè)信號(hào)響應(yīng)時(shí)間和信號(hào)發(fā)出的一致性將從動(dòng)軸的影響同步效果。
解決
A. 使用高響應(yīng)的光電開關(guān)。
B. 保證遮幕有效距離相等。
6. 結(jié)束語
本案只是A2高解析智能伺服電子凸輪功能的一個(gè)典型應(yīng)用。目前A2系列伺服除電子凸輪功能外,其他系列機(jī)型還包含有CAN-OPEN總線機(jī)型,全閉環(huán)機(jī)型,以及擴(kuò)展I/O機(jī)型,可以滿足不同應(yīng)用場(chǎng)合和控制需求,相信隨著市場(chǎng)的不斷深入,我們可以為客戶實(shí)現(xiàn)更穩(wěn)定、高性價(jià)比的伺服運(yùn)動(dòng)控制控制方案。
