[摘要] 本文介紹了新型可編程計算機控制器(PCC) 多任務處理的工作原理以及在注塑機控制系統中的應用, 并給出了注塑機PCC控制系統的構成和任務設定,有效的提高了注塑機的綜合性能。
[關健詞] 可編程計算機控制器(PCC) ;注塑機;多任務處理
前言
現代塑料注射成型機, 簡稱注塑機, 是一個集機、電、液于一體的典型系統, 因具有一次能夠成型復雜制品、后加工量少、加工的塑料種類多等特點,自問世以來,發展極為迅速,目前已成為塑料成型加工的主要設備。但由于注塑過程是一個非穩定、非恒溫的過程,在合模、注射、升(降) 溫等各生產過程中的工藝參數將直接影響塑料制品的質量, 因而對注塑機的控制系統提出了很高的要求。必須有完善的自動化控制與調節系統, 保證對注塑機的被控制量具有一定重復精度和靈敏度的可靠控制與調節。
目前已有很多廠家將可編程序控制器(簡稱PLC) 用于注塑機控制, 但傳統的PLC 是單任務型
的,對系統來說應用程序僅有一個,巳很難勝任實時系統的控制要求。近年來, 具有多任務處理功能的新型可編程計算機控制器(簡稱PCC) 是發展起來的新一代PLC ,它不僅適用于小規模的控制,更能勝任復雜的、對實時性要求高的控制場合,而且其趨勢是系統具有可擴展性, 對現場總線和網絡的支持也在不斷增強。因此我們研究PCC 的多任務工作原理,并將其用于對注塑機的控制, 對塑料制品質量和經濟效益的提高,具有實用價值。
一、PCC 的多任務處理原理
單任務控制方式的PLC 在處理一些復雜的任務時顯得不夠靈活,甚至不能勝任,具有多任務分時操作系統的PCC 是一種較為適合的控制器。
具有多任務處理能力的PCC 的結構模型如圖1所示, 操作系統內核是具有多任務能力的標準操作系統, 它能完成多任務間的處理與應用程序管理等最基本的功能。中間層是PCC 的專用軟件包, 主要由系統管理、系統任務、標準任務管理、高速任務管理、通訊軟件等組成,它能控制多任務處理能力的執行, 實現對不同的任務級別按各任務執行順序進行調用, 監視各任務層的循環時間, 設置、控制和強制處理每個任務層I/ O 以及通訊處理等功能。外層是應用程序,各個應用程序(又稱為任務) 可在PCC 中同時運行, 處理器的能力通過"任務開關"分配到多個應用程序中。
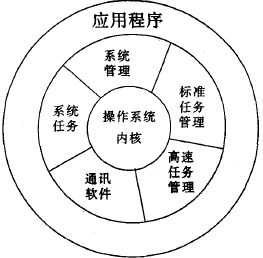
圖1 PCC結構模型
為了使多個PCC 任務具有不同的優先級,用戶可以將任務設置在不同的任務級別中, 用戶也可以給每個任務等級設置不同的循環時間,在設置的循環時間內,相應的任務被執行一次。如設某任務的周期時間為50ms , 則系統每50ms 執行一次該級別的任務模塊。在PCC 軟件系統中,允許用戶使用兩種不同的任務層,標準任務層(Task Class) 和高速任務層(HS - Task Class) 。標準任務層根據可設置的循環時間又可分為四個任務層, 即TC # 1~TC # 4。高速任務層也分為HS # 1~HS # 4 四個高速任務層。執行的優先級按HS # 1~HS # 4 - TC # 1~ TC # 4依次遞減。應用程序各任務模塊級別的設定原則是: 在滿足實時性要求的條件下, 應盡量降低其級別, 以避免CPU 過載。應用程序的各任務模塊對CPU的負載度按下式計算:
λ= Ti/ Tt ×100 %
式中:λ- 該任務對CPU的負載度;
Ti - 該任務的實際運行時間(ms) , 可由Profiler 軟件測定;
Tt - 該任務所處級別的周期(ms) 。
為保證CPU 可靠運行, 各任務的λ不應超過80 %。
現以TC # 1 和TC # 2 兩任務級別的執行情況為例(如圖2 所示) , 處理過程實際上是先執行級別高的任務, 若TC # 1 實際運行時間是4ms , TC # 1 執行完后, 再執行TC # 2 , 由于TC # 2 的運行時間是9ms , 在開始執行TC # 1 到下一次執行( 即周期10ms) 時, TC # 2 還未運行完,因TC # 1 的優先級別高, 所以TC # 2 的執行被打斷, 而轉去執行TC # 1 ,等執行完TC # 1 后,再轉去執行TC # 2。圖2 中①表示操作系統時鐘, ②表示系統管理所需時間, ③是TC # 1 的執行時序, ④是TC # 2 的執行時序。系統管理時間用于對系統任務的管理,此時間不能改變,以10ms 的操作系統時鐘為周期執行。
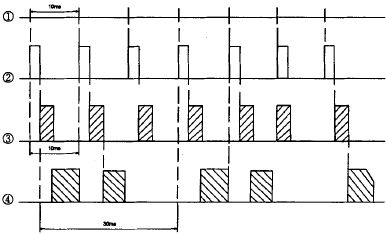
圖2 兩任務的執行情況
二、PCC 在注塑機中的應用
2. 1 注塑機PCC 控制系統的組成
注塑機控制系統是根據其工作原理,按照注塑工藝流程, 通過PCC對注塑機現場各傳感元件的控制和對有關執行部件的控制,實現對不同塑料在注射成型過程中各工藝的自動控制以及自動監測和保護。
控制系統選用貝加萊工業自動化(上海) 公司的2000 系列產品中的B&R2005 型, 它是一種緊湊型產品, 其結構采用模塊式, 所有模塊尺寸都相同, 可靈活自由地通過設定組合插拔來擴展系統。具體選用的模塊有: CPU為CPU152 , 應用存儲器為ME963 ,電源模塊為PS792 , 數字量輸入模塊為DI477 , 數字量輸出模塊為DO480 , 模擬量輸入模塊為AI775 , 溫度輸入模塊為AT350 , 模擬量輸出模塊為AO775 , LCD 顯示模塊為DI164 以及基板等。
PCC 整個控制系統的組成框圖如圖3 所示。
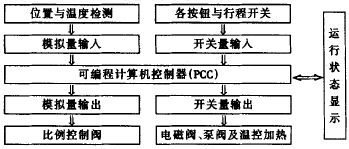
圖3 PCC控制系統的組成
控制系統中設有調模、手動注塑、半自動注塑和全自動注塑幾種工作方式。工作方式選擇由旋轉開關通過PCC 的I/ O 接口電路傳送至系統。系統中有20 多個行程開關, 行程開關采用霍爾元件, 其優點是非接觸電磁感應, 調整方便可靠。這些行程信息也是通過隔離電路經PCC 的I/ O 接口電路傳送至系統。系統中有17 個電磁鐵,分別控制不同的注塑動作。輸出的控制信號經PCC 的I/ O 接口和隔離電路控制17 個電磁鐵的通電與斷電。
2. 2 PCC 控制的軟件系統和任務設定
PCC 控制系統的軟件采用模塊程序結構, 其程序結構框圖見圖4。
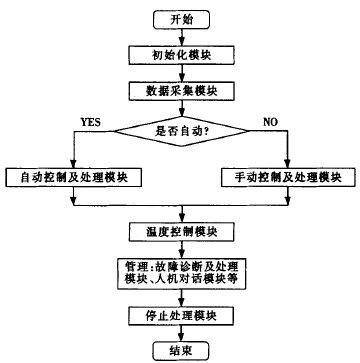
圖4 注塑機PCC控制系統程序結構框圖
根據任務模塊的級別設立原則和各任務循環時間的確定原則,考慮到各模塊的實際執行情況,除人機對話模塊和系統初始化模塊外, 各任務級別的選擇和各任務的循環時間見表1。具體每一模塊的控制程序可根據控制信號流程、控制要求和實現方法采用PLC2000 高級語言或梯形圖來編制。
表1 任務信息

2. 3 任務設定時應注意的問題
1. 在設計總系統的容量時,留出了10 %的容量供操作系統使用;
2. 安排任務級別時, 本系統把實時性要求高的任務放在高級別中,即執行循環次數多;
3. 在任務設置時, 也為非循環任務留出了足夠時間,以保證此類任務的處理時間足夠;
4. 在實際運行中, 由于各程序模塊的運行需要一定的條件, 所以多任務的運行時刻并不總是一個常數;
5. 為了提高實時多任務的處理能力, PCC 在硬件上可采用雙結構,一個負責與輸入/ 輸出模塊的通訊,另一個CPU專門用于處理用戶程序。
三、結束語
注塑機的加工過程對控制系統的響應速度提出了較高的要求。采用具有多任務處理能力的PCC 對系統進行控制, 并合理的設定各任務模塊的任務級別, 在注塑機的性能、生產效率、加工質量等方面有了較大幅度的提高。在實際應用中, 多任務處理能力越來越顯示出其優越性。
參考文獻:
[1] 陶亦亦. 注塑機的PCC控制系統[J] . 機械制造與自動化, 2003 ,(1) ,62~64.
[2]齊蓉. 可編程控制器教程[M] . 西安:西北工業大學出版社,2000.
[3]王興天. 注塑成型技術[M] . 北京:化學工業出版社,1989.
[4] 鐘彥. 可編程序控制器在過程控制中的應用[J] . 電訊技術,1998 , (2) ,18~24.
[5] 李其波等. PCC及其在自動校直切斷機中的應用[J] . 機床與液壓,2000 , (2) , 28~29.
[作者] 張德榮 陶亦亦
(1. 蘇州鐵路機械學校教產中心機電部,江蘇蘇州215011 2. 蘇州職業大學, 江蘇蘇州215011)
[作者簡介] 張德榮(1969) ,男,工學學士,現從事機械制造專業教學及機電控制產品的研制開發工作。
陶亦亦(1963) ,男,蘇州職業大學,副教授,主要研究領域為液壓傳動與控制、電氣控制。
