摘 要:介紹了貝加萊P C C在國內塑料異型材生產線上的應用,并對PCC 軟硬件特性做分析說明,指出異型材生產線控制系統發展方向。
關鍵詞:P C C ;P L C ;智能化;擠出機
0 前言
隨著國內建筑業發展以及人民生活水平的提高,塑鋼門窗正以其環保、節能、美觀、實用等特點逐漸取代了鋁合金門窗及鐵門窗并對異型材的需求提出很高的要求,這就必然促進異型材擠出生產裝備的技術升級與更新換代。早期異型材擠出機的控制系統采用的是溫控儀表加上繼電器控制或者是簡單的PLC邏輯控制,線路復雜,保養及維修困難,同時操作也不方便,影響了生產效率與型材制品的質量。國外主要的異型材擠出機生產商,如巴頓菲爾,辛辛那提,泰森等在90 年代初采用了B&R PCC的智能化控制系統以取代傳統控制方式,極大的提高了擠出機的生產控制水平。因此,基于B&R PCC的智能化控制系統將是擠出機自動控制系統發展方向,本文將介紹貝加萊PCC 控制系統在福田異型材擠出生產線上的應用。
1 貝加萊PCC系統配置
該控制系統采用上、下位機管理控制方式,上位機采用功能強大的PROVIT-2000 系列工控機,10.4 寸LCD 顯示器,全中文操作界面;下位機采用高性能可編程計算機控制器PCC-2003 系列,定型臺、牽引切割機分別采用CAN 總線擴展模塊;以B&R 溫度模塊配以PID 溫控軟件取代傳統的溫控表;以RS485 總線通信方式控制3臺富士變頻器。該控制系統在人機界面上可對全線集中監控;牽引機可在主機、定型臺、牽引機3 地控制調節,極大地方便了機組統調生產;以完全數字通信方式控制變頻器,可實現全線同步精確調速;高精度控溫,具備加熱區電流監測與顯示;自動故障報警與隨機幫助功能;整個系統配置與控制功能達到國際領先水平。系統配置框圖如圖1。
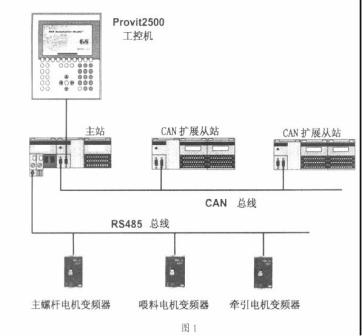
圖1
2 機器智能化
2.1 軟件的開發
B&R 的PCC控制器采用分時多任務操作系統,因此可將控制要求分成多個任務(task)并且在一個掃描周期內同時執行;Windows 下編程環境Automaton Studio 支持標準的C、Basic、梯形圖、指令表、順序結構圖等6種標準的開發語言;根據需要可以在同一個項目中采用多種語言進行編程。同時,編程環境中包含豐富的函數庫及功能塊(Function block),大大減輕了開發人員的工作量。
在本套控制系統中PCC 的軟件開發,我們主要采用了以C語言為主,梯形圖為輔的編程方式。由于分時多任務的實現,我們把控制要求分為如下幾個部分:
(1) 溫度控制(C 語言) 使用 PIDxh 函數,可以控制無限路溫度調節。在該系統中,一般控制10 到12 路溫控。由于采用的是C 語言,我們可以動態的定義當前有幾路溫控。
(2) 變頻器通訊控制(C 語言) 使用 FrameDriver 編寫與富士變頻器的通訊協議。實際上,由于Frame Driver 是一個自由通訊協議,可以在任何串行接口上(如RS232,RS485/422,TTY 等)編寫任何品牌的變頻器通訊協議;同樣,這一點也適用于帶有通訊接口的智能儀表。
(3) 輔機控制(梯形圖) 控制切割機,牽引機,真空臺等機械裝置的運動。
(4) 數據塊控制(C 語言)存儲各種系統參數。
(5) 故障檢測及報警(C 語言) 檢測運行中的故障,對機械進行保護,并提供多種報警模式。
上位機的編程采用V B 語言。V B為可視化編程語言,有大量的控件可以使用,因此可以很容易的開發出如趨勢圖般的人機界面。上、下位機的通訊依賴于B&R PVI 協議。B&R 提供一個通訊控件PVIControl.ocx。只需將該控件插入到VB 程序中,在Form 上生成該控件的實例并定義變量對應表,便可訪問PCC 中所有的變量。由于工廠管理上的要求,需要記錄生產過程中的各種數據,如參量,當班號,報警記錄,電機電流,加熱電流等趨勢,并要將上述數據保存幾個月, 因此, 我們采用了由Access 生成的mdb 數據庫并通過O D B C 進行讀寫。該數據庫可隨時調用并生成報表以供生產廠家分析使用。
2.2 智能化的實現
對于控制系統的智能化,表現在以下幾個方面:
(1) 自適應功能
擠出機的控制需要多種參數(如溫度設定,轉速設定等),并對控制效果起到決定性作用。
這些參數的設置往往需要熟練操作人員的積累經驗。因此,我們在軟件中采用自學習功能,可以自動或手動記錄下不同時段、不同原料、不同模具下系統所需要的參數,存放于PCC 的數據模塊中并可以隨時調用;也可以通過手動設定來自動完成從加熱到保溫到擠出的控制。由于擠出機的加熱或冷卻方式多樣化(如用加熱線圈或是芯溫加熱,風冷或是油冷),普通溫控表或PID 調節器難以進行準確溫控;而B&R 公司智能溫度PIDxh軟件可以自動計算出不同溫控所需要的PID參數,使溫度控制精確到± 1 ℃。
(2) 故障檢測及報警功能
在正常生產過程中,如果遇到故障,需要及時處理。傳統控制系統無法顯示故障原因,因而維修起來困難。而在該系統中,一切都顯得非常容易。擠出機中的報警大致分為:溫度報警,變頻器或電機報警,機械動作報警。由于溫控采用的是軟件集中控制,因此可以直接在人機界面上顯示實際溫度和設定溫度從而對超溫或低溫進行報警;同時控制系統對每一路的加熱單元都進行監視,以隨時報告加熱的異常狀態。變頻器的控制是采用RS485 總線方式,因此可以直接讀取變頻器故障時的報警狀態并可在人機界面上直接復位。同時,通過限位開關或者觸點亦可判斷定型臺、牽引切割機等機械上的故障。所有的報警都可以加以記錄保存以便日后查看,并可以根據故障等級對系統自動作出不同的響應。所以,一旦發生故障,操作人員即可從人機界面中查詢故障原因并立即處理。
(3) 自我保護功能
為了使擠出機能安全運行,需要對其進行全方面的保護。典型的,在溫度達不到設定值,并且保溫時間不夠的話,禁止主螺桿啟動。
(4) 分級管理功能
人機界面中,通過代號和密碼可以使不同的操作對象有不同的操作權限,并記錄下操作者的行為。因此,工人的操作權限與技術人員的不同,而生產廠家可能有更高一級的權限。這樣做的好處是減小人為干擾,防止誤操作帶來不必要的麻煩并可對操作者進行管理。
(5) 遠程診斷與網絡功能(可選)
為了及時為最終用戶提供技術支持,B&R PCC可以通過電話線及Modem 進行遠程在線診斷
并給出相應的解決方案。隨著生產的規模化,許多客戶需要對多臺擠出機進行網絡管理并進行遠程控制。而B&R PCC 允許通過以太網與計算機相連并能在辦公室的終端計算機上讀取各條線的當前狀態甚至能直接控制生產線,實現管控一體化。
(6) 數據庫功能
由于采用了工控機,因此可以記錄數據參數,自動生成數據報表并可通過網絡進行匯總,強化生產管理。
(7) 操作簡易
雖然該控制系統具有如此強大的功能,但是人性化界面設計,合理的按鍵布局以及豐富在線幫助,使得操作非常容易。
3 結論
對比傳統的PLC ,要想實現上述的各種功能,非常困難。而該系統憑借B&R PCC 技術上的領先以及福田公司在塑機行業中多年的經驗,使得該控制系統能在較短的時間內開發成功,該系統不僅在控制功能和控制精度上達到國際領先水平,更在管理智能化方面領先一步,為異型材生產企業實現工廠自動化提供了條件。
作者:王澤堂,楊 寬,呂華彬(北京福田建材機械有限責任公司,北京 101117)
