摘要:提出了一種基于PROFIBUS 現場總線技術的控制系統,并詳細介紹了PROFIBUS 現場總線技術在紙機傳動系統中的應用,包括系統配置、系統功能、控制站結構、中文操作顯示站的組態等。現場總線由于具有數據傳輸速率高、可靠性強、接線簡單、易于維護等特點,有效地解決了傳統的DCS 控制系統存在的問題。應用結果表明,本控制系統具有投資成本相對較低、工程期短、控制精度高、運行穩定可靠等特點,能夠滿足高速紙機的同步控制要求。
關鍵詞:現場總線;PROFIBUS ;造紙;傳動;變頻器
技術:PROFIBUS 現場總線
隨著造紙企業生產規模的擴大和工業自動控制水平的提高,越來越多的自動化設備如傳感器、調節器、發送器、驅動器及可編程控制器等被應用到造紙工業控制現場。相應地,串行現場總線也用來在這些設備間進行通信。因此,通信和數據流高速傳輸的實現就成為完成電氣傳動和控制的一個必不可少的部分。目前,現場總線存在著各種各樣的網絡標準,這些網絡大多是嚴格保密且互不兼容,其中PROFIBUS 標準是一種開放的、不依賴生產廠家的通信系統標準,所以PROFIBUS 在各種工業控制現場得到了越來越廣泛地應用。尤其是在造紙行業,PROFIBUS 得到了大力推廣。本文針對PROFIBUS 在長網多缸紙機傳動控制系統中的應用進行了詳細的介紹。
PROFIBUS 現場總線技術是由德國Siemens等13 家公司和5 家研究所聯合制定的標準化規范,并于1999 年成為國際標準IEC61158 的組成部分。PROFIBUS 包括3 個同一類、可互相兼容的變種,即PROFIBUS-FMS 、DP 、PA 以適應不同領域的要求。PROFIBUS-FMS(現場總線技術信息規范)的設計旨在解決車間監控級通信任務,提供大量的通信服務;PROFIBUS-DP (分散型外圍設備)用于現場層高速數據傳送;PROFIBUS-PA (過程自動化)適用于過程自動化。PROFIBUS 能夠提供制造業、樓宇自動化和過程自動化各領域統一解決方案的系統,現已在汽車工業、機械制造業、食品工業、運輸業、環保工程等多領域獲得了應用。
1 造紙機傳動控制系統
1.l 造紙機傳動控制系統的構成
造紙機傳動控制是一個控制點多、結構非常復雜的系統,其系統的工作過程概略如圖1 所示。以1760 / 350 長網多缸造紙機為例,整個紙機傳動部分分為主傳動和輔助傳動兩部分:主傳動部分共分16 個傳動點,總傳動功率為368 kw ,主要控制飾面輥、真空伏輥、驅網輥、導網輥、真空反壓輥、光壓輥、烘缸和卷紙機等;輔助傳動部分合計功率42 kw ,主要控制勻漿輥、唇板、損紙攪拌器、張緊器、沖水管、輸油泵、刮刀和副臂等。傳動系統的數據通路主要有2 個:其一是操作屏和PLC 走PROFIBUS-DP 或FMS 通路;其二是PLC 通過CBP 板卡和變頻器走RS485 PROFIBUS-DP 協議通路。為達到控制目的,整臺紙機共配有4 臺操作臺:操作臺OP-﹟l 控制流漿箱及上漿系統有關氣動、電動設備;OP-﹟2控制有關網部、吸移、反壓、二壓及工藝系統有關氣動、電動設備;OP-﹟3 控制有關光壓、部分烘干部及工藝系統有關氣動、電動設備;OP-﹟4控制部分烘干部、卷紙機、稀油站油泵及工藝系統有關氣動、電動設備。每套操作臺配備1 套ET2OOM , 作為遠程I/0 使用;并且裝有PROFIBUS-DP 接口的閥島和單機起停及緊急停車按鈕。其系統控制結構如圖2 所示。
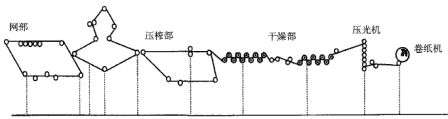
圖1 造紙機概略示意圖
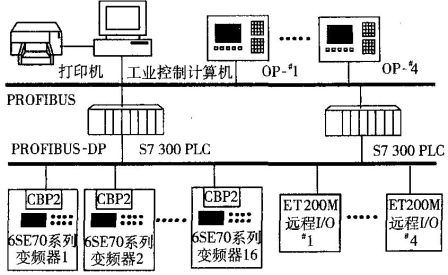
圖2 控制系統結構
本系統采用功能強大、軟件功能豐富的S7-300 型PLC CPU315 系統作為控制核心,軟件采用STEP7 Version 5.0 ;變頻器采用Siemens 的6SE7O 系列完整矢量控制高精度變頻調速裝置,其完善的控制性能特別適合紙機系統,如速度鏈給定、分布的速度控制,張力控制及兩者的切換,多種自由功能模塊和工藝模板的組合特別適用紙機的工藝要求;本系統采用了T40O 模塊,它提供了多種工藝控制功能,如卷曲、張力、同步、定位、多電機等;并采用CBP2 板卡插在變頻器中,用于PROFIBUS-DP 的通信;上位監控計算機采用西門子的PⅢ450 加54cm 彩顯;組態軟件采用WIN CC5.O 。通過OPIS 操作屏和PLC , PC 可對多臺裝置進行參數重復設定以提高調整進度。
1.2 傳動控制系統的控制要求
造紙機生產過程是由網部、壓榨部、干燥部、壓光部、卷紙部等連續且復雜的過程組成,具體表現在以下幾個方面:① 多變量、多參數系統,影響傳動系統的因素很多,例如張力、速度、電流、電壓、負載等;② 交流電動機的非線性;③ 負載的不確定性;④ 多電機間性能的不匹配;⑤ 多電機之間存在耦合。因此,造紙機的傳動控制要求滿足:① 實現速度鏈控制。依據紙機傳動系統的工藝特點,采用了調節變比的控制方法實現速度鏈功能。操作屏上設有功能鍵,通過通訊可直接修改PLC 內的數據區,改變響應傳動點的速度設定值。② 實現負荷分配控制。網部真空伏輥、驅動輥、第一導網輥和光壓上、下輥這兩組之間要求速度同步的同時要求負載均衡,否則會影響正常抄紙。當負荷不能均勻分布時,有可能撕壞毛布或造成斷紙,所以在這2 個傳動組合中的各自傳動點之間實施負荷分配自動控制功能。PLC 通過PROFIBUS 現場總線得到電機電流信號,以先進的調節算法調節變頻器的輸出,使各電機轉矩電流和額定電流比值相等,這樣完成負荷分配的自動控制。③ 實現張力控制。根據紙機工藝要求,在多組烘缸與卷紙機之間加張力傳感器,張力傳感器將張力信號通過A/D 轉換模塊送人PLC,在操作臺上的操作屏上進行張力設定,PLC根據張力設定值和張力傳感器的反饋值對卷紙機進行調節,保持張力恒定準確。PLC 內采用積分分離的PID 控制算法,并帶有速度限幅,仿止斷紙時出現張力飛車現象。
2 PROFIBUS 網絡結構及傳輸技術
2.1 PROFIBUS 協議結構
PROFIBUS 通信協議結構的基礎是ISO/OSI 的7 層網絡參考模型,其結構如圖3 所示。
■ DIN19245第四部分 ■ EN50 170 ■PROFIBUS準則
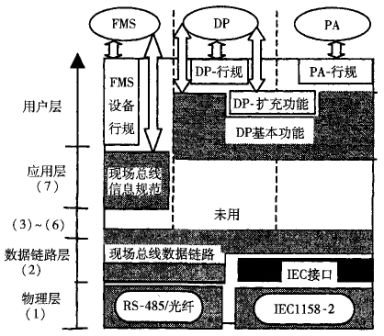
圖3 PROFIBUS協議的結構
PROFIBUS-FMS 第l 、第2 和第7 層均加以定義,其中第3~第6 層未加以描述,其功能在底層接口(Lower Layer Interface)完成,LLI 是第7 層中的一部分,FMS(Field Message Specification 現場總線報文規范)包含了應用層協議并提供了多種強有力的通信服務及用戶接口。
PROFIBUS-DP 使用第l 層、第2 層和用戶接口,以直接數據鏈路映像(Direct Data Link Mapper)提供易于進入第2 層的用戶接口。該用戶接口規定了可以調用的應用功能并詳細說明了各種不同PROFIBUS-DP 設備的設備行為,還提供了傳輸用的RS485 傳輸技術或光纖。
PROFIBUS-PA 采用擴展的"PROFIBUS-DP"協議進行數據傳輸。這種傳輸技術可確保其本質安全性并使現場設備通過總線供電。
2.2 PROFIBUS 傳輸技術
PROFIBUS 提供以下3 種類型的傳輸技術:FMS 和DP 的RS485 傳輸;PA 的IECll58~2 傳輸;光纖( FO)。RS485 采用屏蔽雙絞線,操作容易,設備簡單、價格便宜,而且能夠滿足高速傳輸的要求,故應用較廣,成為PROFIBUS 最常用的一種傳輸技術。RS-485 總線結構允許增加或減少站點,傳輸速度可選用9.6 kbps~12 Mbps 。PA 的IECll58-2 傳輸技術可保持其本質安全性并使現場設備通過總線供電,所以這種傳輸技術能滿足化工和石化工業的要求并在這些領域得到廣泛使用。另外,IECll58-2 信號可通過耦合器與RS-485 信號相適配,這樣PROFIBUS-PA 設備能很方便地集成到PROFIBUS-DP 網絡。光纖傳輸技術主要用于電磁干擾很大的環境中,它可以增加高速傳輸的最大距離,但光纖傳輸造價較高。
3 上位操作監控管理系統
上位監控計算機采用西門子公司的PⅢ450 加54cm 彩顯,打印機,軟件平臺為隨機所帶的原版Windows NT Workstation 軟件,工控組態軟件為德國西門子公司的工業控制組態軟件WinCC ,即"WINDOWS CONTROL CENTER"(窗口控制中心)--為在標準PC 和WINDOWS NT 環境下實現集成化全32 位的HMI (人機界面)的功能。WinCC5.0 具有的特點:① 全集成自動化,使STEP7 編程環境更貼近于WinCC 的組態環境;② 組態更加高效,易于操作,最大地減少組態時間,是成功的HMI/SCADA 軟件的一個主要標準,SIMATIC WinCC 一直遵循這個標準;③ WinCC 是按照客戶機/服務器系統設計的,最多支持16 個客戶機;④ WinCCWeb 瀏覽器功能允許通過國際互聯網Internet或企業內部網Internet 對工廠設備進行監視甚至操作;⑤ WinCC5.5 對Messenger&Guardian (信使和看護者)可選功能進行了升級,主要的新功能是通過網絡的攝像監視,且在看護者計算機上支持多攝像機監視;⑥ 開放式結構,易學易用,支持全序列的SIMATIC PLC ;⑦ 集成的SQL 數據有利于數據的存取和交流,并且支持0LE2.0 及OCX 控件。上位監控計算機的生產數據存人SQL 數據庫。
上位監控計算機主要功能有:① 全景監控,整個紙機各部分運轉情況的監控畫面,包括各種重要參數如定量、水分、電壓、電流、壓力、張力、車速、漿濃度等的顯示,而且上位機可設定所有重要參數值;② 實時曲線,包括漿曲線、汽包曲線、烘缸曲線,車速曲線、張力曲線等,具體操作以漿曲線為例,點擊"漿曲線"按鈕,可以顯示濃度設定值、實時值,以及漿流量閥開度的實時曲線,該曲線顯示最近15min 內的漿濃度實時值和閥門開度實時值;報警處理,主要監控某些影響生產質量和威脅生產安全的重要參數和事件,如紙機車速、斷紙、堆紙、烘缸壓力、汽包壓力等;③ 自動報表,電腦根據實際生產情況自動生成各種報表,包括日產量報表、月報表,漿的日、月使用量統計表,報警累計表,各種材料消耗表等。上位機存儲這些報表,并且每隔一段時間自動產生打印要求,提醒用戶打印。這些數據可以通過局域網上傳給公司的管理決策層;實施全公司的網絡化監控管理。另外上位機可遠程喚醒和管理,實現生產的異地管理和監控。
4 控制核心PLC S7 300
4.1 PLC 的控制功能
西門子S7 315-2 PLC 作為PROFIBUS-DP 網絡主站,通過擴展通訊板CP340 連接16 臺變頻器,組成PROFIBUS-DP 網絡,完成各傳動點的速度控制、張力控制、負荷分配控制以及工作運行狀態監視等功能。該PLC 內置MPI 和DP 通訊接口,MPI 口和其他帶有RS485 接口的設備可構成MPI 網,而DP 接口可以使PLC 直接上PROFIBUS 網。輔助控制PLC 用于速度鏈控制信號的采集、張力控制信號的采集、光電斷紙檢測、卷紙機自動換卷控制、光壓上下輥順序控制以及各傳動點的單動/聯動控制等。PLC 通過PROFIBUS-DP 網絡將現場采集到的數據傳給操作屏,然后通過控制決策將控制信號由操作屏送回,實現對現場的控制。PLC 通過掃描方式檢測現場操作臺各分部傳動點的按鈕、開關等信號,并根據操作信號的要求執行相應的加速/減速、速度微增/ 微減、緊紙/松紙、單動/聯動、爬行/運行、啟動/停止等相關操作控制和聯鎖、順序控制。
4.2 變頻器與PLC 的通訊
6SE70 系列變頻器若想與PLC 通過PROFIBUS-DP 現場總線進行通訊,則必須在變頻器
中內插CBP2板卡。變頻器通過CBP2板卡上的9 針SUB-D 型插接器可以很方便地連接到
PROFIBUS-DP 系統中去。
PKW--參數識別值 PZD--過程數據 IND--標號
PWK--參數值 PKE--參數識別
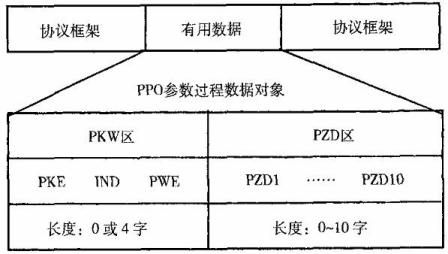
圖4 PROFIBUS 一DP 數據報文結構
CBP2 通訊板還支持PROFIBUS-DP 更多的功能,例如:周期性電報的靈活配置,在傳動裝置之間直接通訊,操作屏SIMATIC OP 作為PROFIBUS-DP 主站等。PROFIBUS-DP 通訊協議的報文結構如圖4 所示。BP2 與CBP 完全兼容并已取代CBP 。CBP2 總共有5 個PPO(參數過程數據對象)它們又被劃分為1 個PKW 區(參數識別值區,最多4 個字)和1 個PZD 區(過程數據區,最多10 個字)。PKW 區允許參數值的讀寫及參數描述的讀出,如最大頻率、基本頻率、加減速時間等。PLC 通過這種方式可監控和改變變頻器的參數。PZD 區包含了從PLC 到變頻器的信號,如過程控制所需的控制字和設定值等;或從變頻器到PLC 的狀態字和實際值,如電流反饋值、速度反饋值等。并且,除5 個PPO 之外,CBP2 還可使用最多達16 個過程數據字的本身有用數據結構。CBP2 通訊板卡可以用外接的24V 電源供電,這樣可以保證當電源從變頻器上撤除后,總仍然是激活的。
5 注意事項
在實際施工過程中,采用了隔離和屏蔽措施,成功解決了PROFIBUS-DP 通訊不暢的問題。所以在PROFIBUS-DP 電纜施工過程中,要注意遠離強電區,以避免強電的電磁干擾。
6 結語
本傳動控制系統已經投人運行,運行狀況良好,達到了預期的控制要求。系統由于使用了PROFIBUS-DP 網絡,接線十分簡單,系統結構得到了簡化,便于維護,節省了安裝費用,大大減少了維護開銷;而且PROFIBUS-DP 網絡的使用使得系統的準確性和可靠性得到了極大提高,用戶還具有高度的系統集成主動權。該系統投資成本相對較低,工程期短,見效快,由于精確控制使長網多缸造紙機的工作車速上升到一個新的臺階,降低了故障率的發生,保證了紙機連續運轉,取得了良好的經濟效益。
參考文獻:
[1] 陽憲惠.現場總線技術及其應用.北京:清華大學出版社,1999
[2] 閻士杰.基于Profibus-DP 的變頻器控制系統.基礎自動化,1999 (6) : 48
[3] 楊煜文.PROFIBUS 現場總線技術在卷煙廠配料中心的應用.煙草科技,200l (7) : 11
[4] SIMATIC STEP7 V5.l Configuring Hardware and Communication Connections Manual 2001
[5] Siemens SIMOVERT MASTERDRIVES 6SE70 Manual.2001
作者:張承慧 汪 明 程 金
(山東大學控制科學與工程學院,山東濟南,250061 )
