Modicon M258作為施耐德電氣一款結構緊湊、高性能和高可擴展性的中型PLC,主要面向如包裝、機床、物料傳輸與倉儲設備、紡織以及木工機械設備等OEM客戶應用,可以為速度控制、高速計數、軸控制以及信息交互提供高性能的電氣控制解決方案。
一、設備用途:
該客戶是濟南市掛牌保護的十大企業之一,是全國大型成套設備的主要生產基地。目前主要涉及的產品及行業有門窗幕墻加工設備、太陽能光伏組件設備、建筑機械設備、 鐵塔設備、鋼結構生產設備等,已有五項產品被國家建設部列入"建設部重點科技成果推廣項目",四項產品被國家科技部列入"火炬計劃項目"。H型鋼數控沖孔生產線項目是濟南市2011年科學技術發展計劃第一批項目之一,其成功研制填補了國內空白,迄今已獲國家多項發明和實用新型專利,達到國際先進水平,也標志著該客戶在國內外先進鋼構數控設備領域實現核心技術的突破性創新。
H型鋼數控沖孔可實現對H型鋼的快速翻轉和沖孔加工,主要用于工業與民用建筑梁柱構件;工業構筑結構承重柱架;地下工程鋼樁及支撐保護結構;石油化工及電力工業設備結構;高鐵、軌道、船舶交通梁框構架;港口傳送、高速公路擋板支架等結構的生產加工。
二、結構特點:
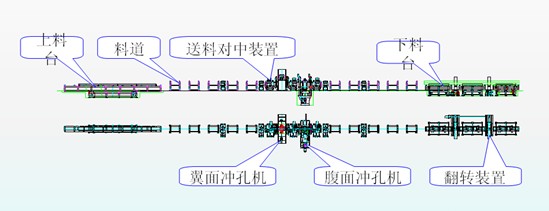
H型鋼數控沖孔生產線在結構上和應用上取得了全新的突破。其結構簡單且功能強大,其特征在于翼面沖孔主機對H型鋼的翼面進行沖孔,腹面沖孔機對H型鋼的腹面進行沖孔。翼板沖孔主機實現雙沖頭同步沖孔功能,并可根據上位監控實現預置設定代碼程序、多角度自動翻轉和CAD功能。
該線工藝結構先進、加工精度高、生產效率高,是傳統鉆削加工效率的20倍;可加工生產長2m~12m、翼面×腹面為100×150mm~175×300mm的H型(近類)鋼;沖孔孔徑Ф12~Ф20mm、重復定位精度±0.02mm、定位精度±0.1mm、加工精度小于等于0.25mm。
三、工藝簡介:
1. 上料:將 H 型鋼上到上料料臺上, 上料料臺通過液壓升降系統把 H 型鋼升到合適位置。
2. 送料:采用電磁鐵送料,將 H 型鋼從上料臺進入上料道。
3. 加工:本產品采用 X軸 3臺伺服電機,接力控制將 H 型鋼從進料道送到出料道,并對 H 型鋼的長度方向進行定位,3 臺伺服均采用摩擦送料,外接編碼器進行實際位置反饋,進行全閉環控制。Y 軸和Z軸 由伺服經絲杠進行定位。
4. 根據加工程序對工件進行上翼面和腹面的沖孔,加工完成后,由電磁鐵把 H 型鋼從出料道進入翻轉料臺。
5. 翻轉:對 H 型鋼進行翻轉,翻轉完成后 H 型鋼由出料道經X軸 接力送入進料道。
6. 對 H 型鋼的下翼面進行加工,加工完成后出料。
四、控制需求及方案描述:
· IO點:
總共DI110點和DO56點。
· 伺服電機:
5臺伺服電機,其中3臺物料輸送電機摩擦送料,需要全閉環控制。
· 上位組態軟件:
上位工控機的組態軟件為VB編程,需要與PLC實現實時數據交換。

本方案上位機采用PC,管理軟件VB開發,實現加工工件的CAD繪圖和加工程序錄入,以及對機器的工作狀態及故障進行實時監控。下位機采用M258 PLC, 通過集成的CANopen總線對5臺Lexum32伺服控制。上位PC和下位PLC通過集成的Ethernet端口通訊。
3臺摩擦送料電機,采用Lexium32M伺服外接第二路編碼器的全閉環控制方式實現。Lexium32M伺服通過修改幾個控制參數,即可通過SoMachine集成的功能塊實現對伺服驅動器的第二路編碼器反饋的全閉環控制。
5臺Lexium32伺服通過共直流母線連接,降低設備能耗。
五、Schneider整體解決方案優勢:
Schneider整體解決方案在此案例的架構為M258 PLC+Lexium32伺服,其典型特征為PLC集成數個通訊端口,以及Lexium32伺服可實現對外接編碼器的全閉環控制。
· PLC高集成性,既提高通訊穩定性,又降低控制方案成本。M258 PLC集成了CANopen、Ethernet、Modbus端口,無需擴展通訊模塊。
· 高精度的全閉環控制。外接編碼器信號直接進入Lexium32M伺服驅動器,簡單易用,而傳統方案是外接編碼器信號進入PLC,編程復雜,成本又高。
· 電氣安裝方便。一根CANopen總線電纜連接5臺伺服,而Lexium32伺服驅動器為書本型設計,可緊靠一起并排安裝。
· 節能增效。5臺Lexium32伺服通過共直流母線連接,相比傳統鉆削加工設備降低能耗10%以上。
· 加工精度高、生產效率高,該機型是國內首創,傳統鉆孔機為單機間歇性加工,裝載和卸載型材比較耗時;此設備為連續式加工,是傳統鉆孔機加工效率的20倍,為每個工作班的加工量統計。
