1 前言
華東地區一直是電工裝備設備使用大戶,特別是變壓器鐵芯制造業。在國內也不乏有電工裝備的制造企業,但在全伺服電動數控橫剪線方面,與國外同行相比還較落后,尤其是裝備于電力變壓器鐵芯制造的400型、600型、甚至900型的變壓器鐵芯橫剪線。這些年隨著國內對電力行業的大力投入,電力設備行業一直處于上升態勢,很多企業已經看好未來的市場,紛紛采購大型的變壓器橫剪線來裝備自己,從目前國內變壓器鐵芯加工行業近年來對橫剪線的需求來看,液壓橫剪線、氣動橫剪線都因存在諸多的設計缺陷被逐步淘汰,而進口的加拿大MTM線、德國喬格線等價格太高,一般捉襟見肘的中小型企業無法承受。
目前,臺達通過與設備廠商深入合作,開發出了全伺服硅鋼片橫剪線,通過采用10MC運動控制器與高速CANOPEN總線控制、臺達A2系列伺服,使設備的精度與速度都達到或超過行業內的標準。并且在控制架構上,由于采用總線控制,當客戶的設備需要有更多工位時,可以在不增加控制器成本的情況下,使全套設備升級,具有極高的可擴充性、靈活性與性價比。
2 設備結構及工作原理
設備結構如圖1所示。
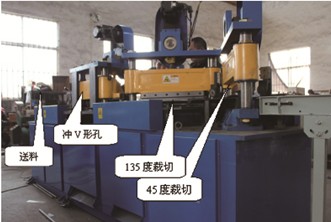
圖1 設備圖
此設備用于變壓器鐵芯的定長裁切,將成卷的硅鋼帶裁切成一定長度一定形狀的硅鋼片。設備組成部分(見圖1)包括放料機構、送料單元、45度角裁切、135度角裁切、沖V形孔、軌道位置調整,另外,0度切和圓孔沖為選配。
此設備全線采用單邊定位、可全自動調寬。設備裁切出來的各種形狀的成品,通過相應的疊裝法,組合成變壓器鐵芯的半成品,如圖2所示。
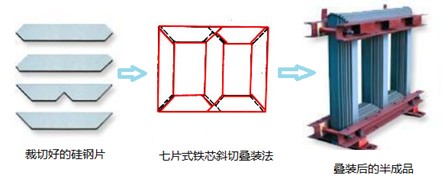
圖2 鐵芯的生產過程

圖3 45度與135度裁切
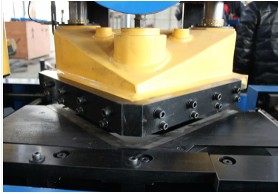
圖4 沖V形孔
設備工作時,用戶首先選擇想要裁切的硅鋼片形狀,并輸入相關參數,起動設備,PLC先會根據參數計算出各工位的動作順序及每一步的送料長度,然后再動作。
設備的生產過程,本質上來說,屬于"停剪",即先用伺服拖動送料輥,送出相應長度鋼帶,然后,送料停止,氣缸壓緊鋼帶,再讓剪切工位動作,讓伺服帶動切刀上下切一次,將料切斷,再送料,周而復始。
剪切固定形狀的硅鋼片,較為簡單。我們在10MC程序中固化了幾種常用的片型形狀,客戶選擇后,輸入不超過4個參數,設備就可裁切出符合要求的硅鋼片。
此設備控制的真正難點在于,如何實現裁切客戶多種"非標準"片型。
3 電氣架構及選型說明
通過詳細了解客戶設備的工藝(目前的設備為2剪1沖,配了5顆伺服),我們給客戶配置了以下產品:PLC: DVP10MC11T+16SP11R×2、人機界面DOP-B10S615、ASDA-A2-M伺服2kW×5、CANOPEN專用電纜與終端電阻以及其它電氣配件。

圖5 控制架構圖
4 部分程序說明
設備工作前,首先要設好系統參數,主要是機械相關參數。
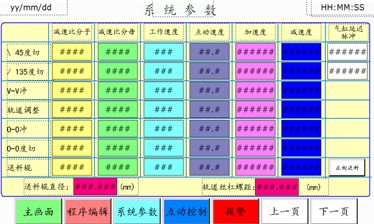
圖6 系統參數界面
之后,要設置好設備上已裝好了的各工位相對位置,這里的參數非常重要,決定設備的裁切精度,及各工位工作時的先后順序。
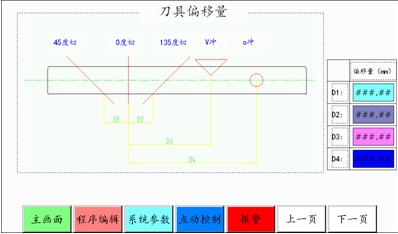
圖7 刀具偏移量界面
設備系統參數設定好后,就可以正常生產了。首先,選擇片型,并設好硅鋼片原料的寬度。如圖8所示,然后輸入加工的長度及片數,按下啟動按鈕后,設備生產開始。
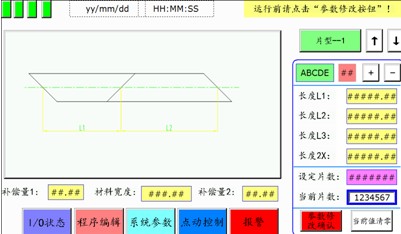
圖8 加工長度及片數設置界面
上文中提到,如果客戶想要生產非標準片型,怎么辦?在這里,我們為客戶提供了可供其自由編輯動作步驟的畫面,如送料多少,然后,哪把切刀動,再送料多少,再動哪把切刀等等。
每個客戶自定義的片型有50步加工程序,HMI中一共可存80組片型的數據,并且可以給每個片型起名。實現這個功能是利用了臺達屏的配方功能。如圖9所示。

圖9 程序編輯界面
在屏的程序里,我們已將為設備日后升級成"3剪2沖"做了準備(多了零度切和圓孔沖),這樣,不管客戶設備的配置如何,操作界面是統一的,方便操作人員的使用。
10MC處理上面的用戶自定義片型的方法是:通過將配方從HMI調回PLC,再通過相應運算(由子程序完成),將數據算好,然后由主程序調用。
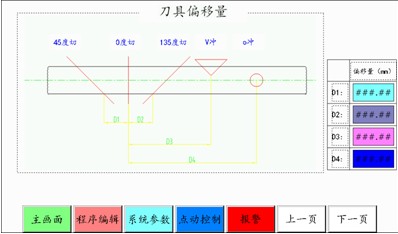
圖10 PLC程序
點動調機主要用于設備初期調試與后期的故障排除,如圖11所示。
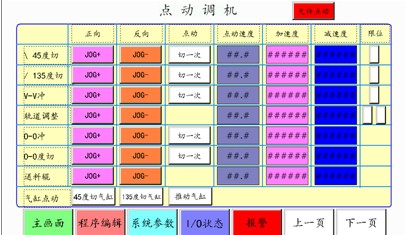
圖11 點動調機界面
5 PLC程序說明
10MC使用雙CPU控制,一個CPU執行運動控制程序,用CANOPEN BUILDER軟件編程;一個CPU為標準PLC,用臺達WPLSOFT軟件編程,兩個CPU之間通過共用的數據交換區交換數據(D6000到D6476)。
根據10MC自身的特點,在編程時,我們將控制A2伺服的程序編寫在運動控制程序中,共有5個子程序(任務),分別是CFC1-SON(控制伺服使能及原點初使化),CFC-JOG(在點動調機時,控制各伺服),CFC03-MAIN(設備正常工作時,控制并協調各伺服的動作),CFC04-STOP(保護功能),CFC05-READ(將伺服的當前位置及速度等相關參數讀回,并傳給PLC程序控制相關氣缸)。
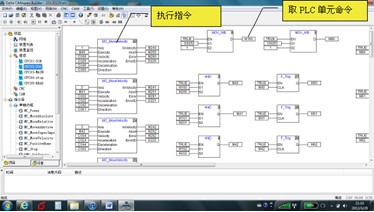
圖12 控制程序界面
PLC部分的程序主要是運算和邏輯處理,讓運動CPU與普通PLC CPU分工處理設備的程序,使程序結構清晰,調試方便。
圖13中的PLC程序為點動調機功能,通過觸發相關位信號(如M171,M172等等),并通過公共數據交換區(這里是D6252,D6253)將信號傳給運動控制CPU,然后運動控制CPU再解析每個位的作用,控制相應伺服(如上圖用的是MC MOVE VELOCITY指令)。
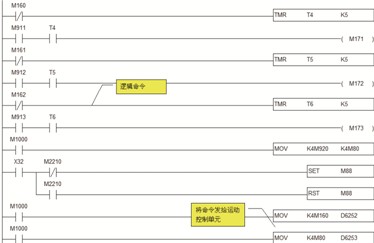
圖13 點動調機功能實現程序
6 伺服調試簡要說明
臺達A2伺服具有很多工作模式,本文中選擇的是其CANOPEN控制模式,通過DS402協議控制伺服運轉。由于是采用通訊,參數設置主要為增益參數(本文中使用的是半自動增益調整,頻寬40,開啟共振抑制P2-47=1)、通訊參數(P3-00到P3-09)。如果現場對通訊的干擾大時,可將通訊參數P3-09的個位數由小調大,并正確使用終端電阻,可解決此問題。
7 結束語
經過調試,該設備性能達到同行業領先水平。由于采用了CANOPEN控制架構,接線少,程序以模塊化編輯,方便升級。送料,沖、剪都采用臺達A2系列高響應伺服電機驅動,高效、低噪音。后續此機型可能配置更多的伺服(最多10顆),這樣10MC控制器的省配線及成本的優勢就更能顯現出來。
作者簡介:
張根軍,出生于1981 年 10 月,畢業于江蘇技術師范學院機械制造與自動化教育專業,現就職于臺達股份有限公司南京分公司,主要專注于臺達自動化產品在江蘇市場的技術支持工作。
