1 設(shè)備簡介
1.制袋機功能簡介
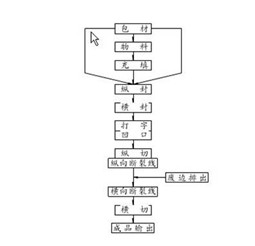
圖1 制袋機功能
該機的包裝材料由位于機體后部的放卷機構(gòu)導出,經(jīng)放卷輥后進入分類機構(gòu),在此處包材由分切刀從中間分為兩部分,在通過分卷板進入兩側(cè)的導膜輥,使薄膜變向,進入封合區(qū),通過縱封、橫封、填充上料、打印批號、切凹口、縱切、打斷裂線,橫切最后形成成品由輸送機輸出,適用于醫(yī)藥、食品和化妝品等行業(yè)。設(shè)備現(xiàn)場圖如圖2所示。

圖2 設(shè)備現(xiàn)場圖
此外,制袋機控制系統(tǒng)配置如表1所示。
表1 制袋機控制系統(tǒng)配置

1.2 裝盒機功能簡介
裝盒機具有自動取盒,自動整理板塊,自動推板,自動打印批號,自動封口,自動輸送等功能,最后將成品輸出。適用于與制袋機聯(lián)線作業(yè)使用,對制袋機制成的藥品包裝袋自動整理排序進行裝盒包裝。自動裝盒機進料一般分為三個入口:說明書入口、藥袋(瓶)入口和機包盒入口。從機包盒進料到最后包裝成型的整個過程大致可以分成四個階段:下盒、打開、裝填、合蓋。下盒動作通常是由一個吸盤從紙盒進料口吸取一個紙盒,下行到裝盒的主線上,由一個導軌卡位將紙盒固定并用一個推板打開紙盒,同時會有兩個可向前移動的卡位從下面升起,從前后方向卡住紙盒的側(cè)面,使盒子打開成直角并前移到裝填區(qū)域。在裝填區(qū)域填裝后,機器的機構(gòu)會將耳朵折進左右的導軌中,然后再進行合蓋動作。合蓋前機構(gòu)會先彎折紙盒的插舌,然后有一推板推動盒蓋彎折,使插舌插進盒子中并使鎖扣扣緊。合蓋動作是個關(guān)鍵性的動作,完成的好壞與紙盒的結(jié)構(gòu)和機器調(diào)節(jié)的準確程度有很大關(guān)系。另外,不同裝盒機供應(yīng)商提供的設(shè)備,其工作原理和機構(gòu)動作會有所不同,所以機包盒的結(jié)構(gòu)應(yīng)該與之相匹配。
設(shè)備調(diào)試圖如圖3所示。

圖3 推板調(diào)試圖
裝盒完成后,設(shè)備調(diào)試圖片如圖4。

圖4 裝盒完成后設(shè)備調(diào)試
制袋機控制系統(tǒng)配置如表2。
表2 制袋機控制系統(tǒng)配置

1.3 聯(lián)線及補袋系統(tǒng)功能簡介
這部分控制由總線型運動控制器+兩顆伺服組成。兩顆伺服分別為裝盒機主伺服和補袋伺服。工作過程為制袋機制袋、填料,由傳送機構(gòu)把制成的藥袋放到裝盒機傳送帶格子內(nèi),每個格子可放6-10袋,即每個藥盒裝6-10袋。按照6袋舉例,如果單個格子內(nèi)是1、2、3袋,那么這個格子是不能被裝盒的,運行到傳送帶末端剔除,不允許裝盒;如果單個格子里是4、5袋子,那么在經(jīng)過補袋機時,補袋伺服動作、吸盤吸+放動作,完成補袋,補袋成功后該格子可以被裝盒;如果單個格子里是6袋子,不用補袋,直接裝盒。聯(lián)線部分控制系統(tǒng)配置如表3。
表3 聯(lián)線部分控制系統(tǒng)配置

2 臺達網(wǎng)絡(luò)結(jié)構(gòu)系統(tǒng)圖
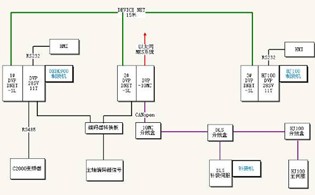
圖5 臺達網(wǎng)絡(luò)結(jié)構(gòu)系統(tǒng)圖
2.1 網(wǎng)絡(luò)組成說明
DeviceNet網(wǎng)絡(luò)有3個站,由臺達DVP系列PLC、總線型運動控制器左側(cè)擴展DeviceNet模塊完成,實現(xiàn)3個PLC之間的數(shù)據(jù)交換,完成連鎖控制;總線型運動控制器通過CANopen總線控制2顆伺服,完成裝盒、補袋功能;總線型運動控制器本機自帶以太網(wǎng)口與藥廠MES系統(tǒng)連接,上傳生產(chǎn)數(shù)據(jù)。
2.2 DeviceNet的網(wǎng)絡(luò)配置

圖6 DeviceNet的網(wǎng)絡(luò)配置
2.3 臺達10MC通過以太網(wǎng)與藥廠MES系統(tǒng)通訊(Modbus TCP)
MES系統(tǒng)即制造執(zhí)行系統(tǒng) (manufacturing execution system,簡稱MES),可以為用戶提供一個快速反應(yīng)、有彈性、精細化的制造業(yè)環(huán)境,幫助企業(yè)減低成本、按期交貨、提高產(chǎn)品的質(zhì)量和提高服務(wù)質(zhì)量。適用于不同行業(yè)(家電、汽車、半導體、通訊、IT、醫(yī)藥),能夠?qū)我坏拇笈可a(chǎn)和既有多品種小批量生產(chǎn)又有大批量生產(chǎn)的混合型制造企業(yè)提供良好的企業(yè)信息管理。
設(shè)備最終用戶北京某藥廠的MES系統(tǒng)和臺達10MC以太網(wǎng)通訊時,需要提供的通訊地址是6位數(shù)的十進制地址,比如D0的通訊地址需提供404097。即40001+4096(H1000),以此類推。部分地址表如表4。
表4 部分地址表
3號從站 裝盒機 1號主站 制袋機 2號從站 PLC 10MC中MC地址 通訊地址
盒用量 D6260 → D6087 → D6299 → D6512 → D6262 439031
說明書用量 D6262 → D6089 → D6301 → D6514 → D6264 439033
盒產(chǎn)品數(shù)量 D6264 → D6091 → D6303 → D6516 → D6266 439035
100生產(chǎn)速度 D6266 → D6093 → D6305 → D6518 → D6268 439037
100生產(chǎn)效率 D6267 → D6094 → D6306 → D6519 → D6269 439038
產(chǎn)品批號 D6268 → D6095 → D6307 → D6520 → D6270 439039
3 應(yīng)用DVP10MC解決聯(lián)線控制方案

圖7總線型運動控制器解決聯(lián)線控制方案
根據(jù)實際應(yīng)用情況,應(yīng)用總線型運動控制器解決連線控制方案有以下幾點值得注意:
(1)制袋機主軸變頻器編碼器信號接入到10MC主機15針編碼器接口,通過DMC_ExternalMaster外部虛主軸指令構(gòu)建成一個虛擬的伺服軸,軸號3。裝盒機伺服通過MC_GearIn指令與3號軸建立主從齒輪關(guān)系。聯(lián)線時Gear In齒輪嚙合,取消聯(lián)線時Gear out齒輪脫離。聯(lián)線運行中通過追加位移MC_MoveSuperImposed指令修正伺服偏差,保證藥袋準確裝盒。取消聯(lián)線狀態(tài),裝盒機手動或點動運行時,即使用MC_MoveVelocity指令控制。
(2)補袋伺服控制方案與裝盒伺服相同。系統(tǒng)運行時,補袋伺服以裝盒機伺服為主軸,GearIn齒輪嚙合,取消補袋時Gear out齒輪脫離。補袋信號由制袋機的DVP28SV發(fā)出,通過DeviceNet網(wǎng)絡(luò)進入總線型運動控制器運動控制程序,執(zhí)行連鎖控制。
(3)主要程序截圖。其中,主軸編碼器構(gòu)建為虛主軸,軸號3,如圖8所示。
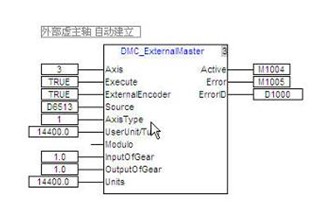
圖8 主要程序截圖
齒輪嚙合、追加位移指令如圖9所示。
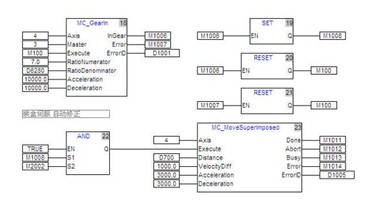
圖9齒輪嚙合、追加位移指令
(4)聯(lián)線生產(chǎn)有6袋/盒,10袋/盒兩種生產(chǎn)模式,可通過修改4號軸MC_Gearin指令電子齒輪比的分母實現(xiàn)。操作可以通過制袋機的HMI執(zhí)行,通過DeviceNet網(wǎng)絡(luò)傳輸至上圖程序中的D6280。
4 伺服參數(shù)設(shè)定
4.1 裝盒伺服中主要參數(shù)設(shè)置
P1-01=0B (A2伺服選擇為CANopen控制模式)
P3-00=4 (A2伺服CANopen站號,即伺服軸號)
P3-01=403 (CANopen網(wǎng)絡(luò)通訊波特率為1M)
P3-09=5055(CANopen同步設(shè)定,380V伺服)
4.2 補袋伺服中主要參數(shù)設(shè)置
P1-01=0B (A2伺服選擇為CANopen控制模式)
P3-00=5 (A2伺服CANopen站號,即伺服軸號)
P3-01=403 (CANopen網(wǎng)絡(luò)通訊波特率為1M)
P3-09=5055(CANopen同步設(shè)定)
5 控制畫面
制袋機如圖10。

圖10 制袋機
裝盒機如圖11。

圖11 裝盒機
6 調(diào)試成果
根據(jù)實際情況,調(diào)試成果有以下幾點:第一,制袋機制作藥品包裝袋精度達到要求;第二,裝盒機可6袋、10袋工作模式裝盒;第三,設(shè)備單機、聯(lián)線運行模式均可正常運行;最后,設(shè)備最高可生產(chǎn)60盒/分鐘,達到要求。圖11為成品示意圖。

圖11 成品示意圖
7 結(jié)束語
本套藥品生產(chǎn)聯(lián)線設(shè)備的案例,成功應(yīng)用了臺達DeviceNet總線產(chǎn)品、總線型運動控制器,并通過以太網(wǎng)與制藥廠MES系統(tǒng)通訊,體現(xiàn)了臺達PLC產(chǎn)品可通過網(wǎng)絡(luò)提供給客戶穩(wěn)定、快速且精確的解決方案。
作者簡介:
周維,出生于1982年7月,畢業(yè)于沈陽大學自動化專業(yè)。現(xiàn)任中達電通股份有限公司工業(yè)控制系統(tǒng)(ICS)產(chǎn)品處應(yīng)用工程師,從事臺達工業(yè)控制系統(tǒng)產(chǎn)品應(yīng)用推廣、技術(shù)支持。
