1 前言
太陽能分布普遍,沒有地域限制,無須開采和運輸,清潔環保,永不枯竭。
利用太陽能的最佳方式是光伏轉換,就是利用光伏效應發電。太陽能發電系統(如圖1)主要包括:太陽能電池光伏組件(陣列)、控制器、蓄電池、逆變器、用戶負載等組成。其中,太陽能電池組件和蓄電池為電源系統,控制器和逆變器為控制保護系統,負載為系統終端。

圖1 太陽能發電系統示意圖
在整個系統中,太陽能電池(如圖2)光伏組件是最基本也是最重要的部分。太陽光照射到電池半導體p-n結上,形成新的空穴-電子對,在p-n結電場的作用下,光生空穴由n區流向p區,光生電子由p區流向n區,接通電路后就形成電流。這就是光電效應太陽能發電的工作原理。

圖2 太陽能電池示意圖
為提高發電效率,需要將多個太陽能電池進行串聯,形成最終使用的太陽能電池光伏組件,如圖3。

圖3 太陽能電池光伏組件(陣列)
全自動串焊機與手工串焊相比較具有很多優勢。全自動串焊機焊接速度快、質量一致性好,表面美觀,沒有手工焊接的焊錫不均勻現象,可以減少操作人員及檢驗人員的數量,降低管理難度及制造成本,焊接效果圖如圖4。

圖4 焊接效果圖
DMCNET(Delta Motion Control Network),簡稱DMC Net,是臺達自主研發的工業自動化運動控制協議。最遠通信距離可達30米,完全可以滿足串焊機設備體積大的需求。采用總線方式,降低了串焊機的配線難度;采用雙路不同CRC校驗碼進行通信,可以保證串焊機運行的可靠度和穩定性。
臺達運動控制卡系統,基于DMCNET,以A01運動控制卡為核心,整合A2-F伺服驅動器馬達,GA01網關模組,GE04集合式模擬量輸入輸出模組,GE16集合式數字量輸入輸出模組,GE01PI脈沖輸出模組,GE01PG手搖輪輸入模組,RM32遠程數字量輸入輸出模組,RM64遠程數字量輸入輸出模組,RM04PI遠程脈沖輸入輸出模組等一系列運動控制產品,可以構成完整的串焊機運動控制解決方案,如圖5。

圖5 采用臺達運動控制卡系統的串焊機
2 運動控制系統架構
太陽能串焊機的運動控制系統架構,如圖6,采用A01軸卡*2,750WA2*1,400WA2*3,200WA2*4,64點輸入模組*5,64點輸出模組*3,脈衝輸出模組*1。
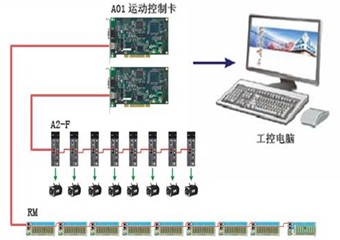
圖6 運動控制架構示意圖

圖7 配線圖
3 軟件系統架構
軟件系統分系統初始化、自動模式、單步模式、參數配置、運動配置、狀態監視、報警輸出等模塊。軟件界面如圖8和圖9。

圖8 軟件截圖

圖9 程序源碼示意圖
4 系統工藝
通過系統軟件與硬件的協同工作,控制取電池片料,電池片外觀及柵線檢測,噴涂助焊劑,升溫,焊帶拉取及鋪設,放電池片,高頻電磁感應焊接,降溫,電池串翻面收集等動作。
取電池片料:為保證輕柔地將料盒內的電池片取出,采用壓縮空氣分層,配合橡膠吸盤,在精準的機械手動作下,可靠地將電池片送入工作區。
電池片外觀及柵線檢測:在檢測環節中,可將外觀缺陷及主柵線印刷異常的電池片移出。
噴涂助焊劑:采用無接觸的助焊劑噴涂方式,可使助焊劑準確噴涂到預定的位置,為可靠焊接提供保障。
升溫:通過逐漸升溫,準備接下的焊接。
焊帶拉取及鋪設::由機械臂拉取裁切預定長度的焊帶,并由機械臂精確的放置到加工位置。
放電池片:由機械臂抓取下一片電池,并精準的輕放到焊帶上。
高頻電磁感應焊接:降低焊機平臺到達指定高度,控制焊接溫度,進行無接觸式的電池片焊接。
降溫:將焊接完新電池片的電池串向前移動,進行降溫。
電池串翻面:在一個電池串焊接完成后,有機械臂抓取,反面,并精準輕放到玻璃板上,準備進入下一道工序。
5 結束語
臺達高速通信運動控制系統,具有架構完善,高速通信,控制精準,配線簡單,維護方便等諸多優點。應用于太陽能串焊機設備,可以方便系統的整體規劃配置,極大提高設備的整理運行效能。
作者簡介:
商福進,男,出生于1982年11月,畢業于西安科技大學,電子科學與技術專業。現擔任臺達電子機電事業部應用技術中心專案工程師。從事運動控制產品的企劃,新產品測試,客戶端整體應用方案的開發,有著豐富的業界經驗。
