摘 要:Profit Loop是霍尼韋爾公司PKS系統(tǒng)中的模型預(yù)測控制器,它用一個(gè)單輸入/單輸出的過程模型預(yù)測過去、現(xiàn)在和將來控制動作對 被控變量的影響,以實(shí)現(xiàn)期望的控制目標(biāo)。Profit Loop是控制技術(shù)的新突破,能夠超越取代傳統(tǒng)的PID控制,能夠顯著提升過程控制的質(zhì)量指標(biāo), 應(yīng)用前景廣闊。本文說明Profit Loop在精餾塔控制中的應(yīng)用。
關(guān)鍵詞:Profit Loop PKS 模型預(yù)測控制 節(jié)能降耗
1 前言
2萬噸/年聚甲醛是我公司從波蘭ZAT公司引進(jìn)的精細(xì)化工裝置,產(chǎn)品價(jià)值高,使用霍尼韋爾公司的PKS(過程知識系統(tǒng))系統(tǒng)控制。裝置中精餾塔、蒸餾塔共計(jì)17個(gè),由于精餾塔、蒸餾塔關(guān)聯(lián)變量之間耦合嚴(yán)重,過程反應(yīng)慢、動態(tài)響應(yīng)時(shí)間長、滯后嚴(yán)重,使用常規(guī)PID控制效果一直不佳,不僅不能投自動,手動操作效果也不理想,成為該裝置控制的難點(diǎn),直接影響到了產(chǎn)品質(zhì)量和蒸汽的消耗。PKS系統(tǒng)提供的Profit
Loop控制器,使得這一難題有了解決的途徑和可能。
2 精餾塔C462工藝
2.1 C462精餾塔的工藝流程
C462是浮閥塔精餾塔,用于系統(tǒng)中含有微量NaOH的三聚甲醛的精餾,將NaOH除去后,把三聚甲醛回收到系統(tǒng)中去。帶控制點(diǎn)工藝流程圖如圖1所示,進(jìn)料為變頻調(diào)速控制流量,由泵P464、P471打入的含堿三聚;由再生堿液蒸發(fā)器間斷蒸發(fā)后送到V466,通過FRC4641進(jìn)行控制的汽體冷凝液。為防止糖類生成,向塔內(nèi)加入脫鹽水,通過FRC4645進(jìn)行控制。
工藝上主要通過塔頂和塔底兩個(gè)溫度控制系統(tǒng)來控制產(chǎn)品質(zhì)量。塔底通過蒸汽調(diào)節(jié)FIC4642、TIC4647,防止三聚超標(biāo)。塔頂由回流控制FRC4643與TIC4644調(diào)節(jié)頂部三聚濃度,并使采出中不含有鈉離子
圖1. C462工藝流程圖

2.2 2-C462精餾塔控制的主要問題
2.2.1 變量之間耦合嚴(yán)重
C462塔頂產(chǎn)品質(zhì)量采用直接物料平衡控制,第19塊塔板的溫度與回流量組成串級控制;C462塔底產(chǎn)品質(zhì)量采用能量平衡控制,第7塊塔板的溫度與進(jìn)入再沸器的蒸汽量組成串級控制。當(dāng)頂層塔板溫度升高時(shí),塔頂回流量增加,同時(shí)也導(dǎo)致底層塔板溫度下降,進(jìn)入再沸器的蒸汽量增加,頂層塔板溫度卻繼續(xù)升高。
圖2. 控制系統(tǒng)框圖

從圖2所示的控制系統(tǒng)框圖可知,有兩個(gè)被控量和兩個(gè)操作量,過程的動態(tài)特性傳遞函數(shù)為:
當(dāng)回路1的控制器Gc1調(diào)節(jié)U1,使Y1回到設(shè)定值Ysp1,U1也通過傳遞函數(shù)Gp21波及Y2;由于Y2發(fā)生變化,回路2控制器Gc2調(diào)節(jié)U2,使Y2回到它的設(shè)定值Ysp2,而改變U2又會通過傳遞函數(shù)Gp12影響到Y(jié)1。
變量之間的這種強(qiáng)耦合使得兩個(gè)控制回路不能同時(shí)在自動方式下控制,只能由操作人員手動操作,操作頻繁且不易控,造成塔頂和塔底產(chǎn)品質(zhì)量受到較大影響,蒸汽量消耗增加。
2.2.2 塔的干擾因素多
塔的主要擾動有:a、進(jìn)料量的波動。三路進(jìn)料,有兩路是經(jīng)齒輪泵打到塔的上部,由于物料特性及齒輪泵運(yùn)行工況差,流量經(jīng)常發(fā)生波動甚至斷流;另一路進(jìn)料是間歇的,由操作人員視前段工序液位的高低手動進(jìn)料,瞬間進(jìn)料量的大小對精餾塔的穩(wěn)定運(yùn)行有極大的影響;b、再沸器加熱蒸汽壓力的波動; c、因環(huán)境變化而引起的回流溫度波動;d、三路進(jìn)料的組分波動無法預(yù)知。
3 精餾塔C462控制系統(tǒng)的改進(jìn)
3.1 控制回路關(guān)聯(lián)分析
如圖2所示,塔底和塔頂溫度控制是兩個(gè)相互關(guān)聯(lián)的回路,以第一回路為例,被控量Y1與操作量U1之間的傳遞函數(shù)與第二回路是開啟還是閉合有很大的關(guān)系。假如第二個(gè)控制器Gc2處于手動模式,使控制器輸出維持在正常值,即輸出增量U2=0,則Y1與U1之間的傳遞函數(shù):
(Y2—U2的回路打開) (3.1)
如果兩個(gè)回路都閉合,兩個(gè)回路對Y1的作用疊加在一起:
(3.2)
若Ysp2=0,且處于自動模式,則根據(jù)方框圖:
(3.3)
從第二個(gè)回路傳給第一回路的信號是:
(3.4)
將式3.3和3.4代入式3.2,得到Y(jié)1與U1之間總的傳遞函數(shù):
(3.5)
(Y2與U2的回路閉合)
由此可知,Y1與U1之間的傳遞函數(shù)通過關(guān)聯(lián)項(xiàng)與第二回路的調(diào)節(jié)器Gc2相關(guān),涵蓋了第二個(gè)回路對它的影響。
使用結(jié)果表明,常規(guī)PID控制算法在這種情況下,系統(tǒng)不穩(wěn)定,控制器參數(shù)的整定也變得更為困難,無法滿足強(qiáng)耦合、多干擾、大滯后對象的控制要求,而這正是Profit Loop的強(qiáng)項(xiàng)。
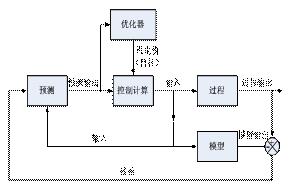
3.2 Profit Loop的控制原理
Profit Loop是完全集成進(jìn)PKS系統(tǒng)的一種單輸入/輸出(SISO)、基于模型的控制和優(yōu)化技術(shù),來源于霍尼韋爾公司專利技術(shù) Profit Suite control,其控制器用一個(gè)簡單的過程模型來預(yù)測過去、現(xiàn)在和將來的過程變量的動作。模型預(yù)測控制方框圖如圖3。
圖3. 模型預(yù)測方框圖
基于對當(dāng)前和未來的預(yù)測值,就可產(chǎn)生一個(gè)控制動作序列,以最優(yōu)的方式趨向設(shè)定值,控制序列圖如圖4。
圖4. 控制序列圖

3.3 Profit Loop有效降低控制回路的關(guān)聯(lián)
基于數(shù)學(xué)模型的單變量預(yù)測控制器Profit Loop將模型預(yù)測值引入控制回路,但數(shù)學(xué)模型不是單一變量的,引入控制的模型預(yù)測值包括了關(guān)聯(lián)回路的影響,利用預(yù)測值的超前調(diào)節(jié),能有效克服各種干擾,降低控制回路的關(guān)聯(lián),提高控制的品質(zhì)。
為滿足C462的控制目標(biāo),綜合考慮,確定對塔頂溫度回路TIC4644用Profit
Loop控制器來取代,而塔底溫度回路TIC4647、 FRC4643和FRC4642依然用常規(guī)PID實(shí)現(xiàn)。
4 Profit Loop控制器的實(shí)施
4.1 通過實(shí)驗(yàn)數(shù)據(jù),建立模型
PKS系統(tǒng)中,提供了模型生成工具,實(shí)現(xiàn)Profit Loop,生成的方式有:
PID轉(zhuǎn)換方式
PID生成方式
回路信息方式
拉普拉斯輸入方式
在線階躍輸入測試
我們使用階躍輸入測試建模的方法。
為獲取對象數(shù)學(xué)模型,作階躍測試,根據(jù)輸出響應(yīng)曲線獲得模型參數(shù)。塔頂溫度對象的輸入量為塔頂回流量FRC4643,輸出量為塔頂溫度TIC4644,利用提供的模型工具給溫度對象施加偽矩形脈沖響應(yīng)(PRBS)激勵(lì)信號,如圖5所示,τ為對象的時(shí)間常數(shù),輸入信號按正負(fù)交替的形式在一定幅度范圍內(nèi)按一定的速率變化,反復(fù)多次,使溫度輸出響應(yīng)曲線有較好的重現(xiàn)性,以滿足模型精度的要求。
圖5. 輸入脈沖

4.2 模型預(yù)測
為了進(jìn)行預(yù)測,需要 將Profit Loop辨識得到的動態(tài)模型內(nèi)置到控制器中,使控制器過去的輸出OP值和將來預(yù)測的PV值聯(lián)系起來,如圖6所示,傳遞函數(shù)為:
其中G是對象的增益系數(shù),T 是對象的滯后時(shí)間,n和d是模型系數(shù),s 是拉普拉斯常數(shù),單位是。
圖6. 預(yù)測PV軌跡

經(jīng)過多次辨識,得到C462塔頂溫度的動態(tài)模型。
4.3 模型偏差校正,增強(qiáng)控制系統(tǒng)的魯棒性
系統(tǒng)建模是優(yōu)化控制的難點(diǎn),不論是多變量的大系統(tǒng)還是單回路的模型。不僅要使所建立的模型與實(shí)際相符,還要在滿足模型精度的前提下,降低模型階次。但所建立的數(shù)學(xué)模型,模型預(yù)測值和實(shí)際過程測量值之間,總是存在偏差。為解決模型的失配,Profit Loop 把當(dāng)前PV的預(yù)測值和實(shí)際的測量值做比較,比較后的差值加到PV將來的運(yùn)行軌跡中,如圖7所示:
圖7. 模型偏差的校正

進(jìn)行偏差校正后,控制器對模型的不準(zhǔn)確不會過度靈敏,具有較好的魯棒性。在Profit Loop中,MODELPV是沒有經(jīng)過偏差校正的模型預(yù)測值,正常情況下,未校正的模型預(yù)測值,不管在時(shí)間和幅度上都應(yīng)跟蹤實(shí)際的PV,如果響應(yīng)出現(xiàn)了偏離,就應(yīng)該進(jìn)行調(diào)整。
4.4 建立控制器,實(shí)現(xiàn)控制
當(dāng)模型預(yù)測值滿足要求后,在PKS系統(tǒng)中安裝運(yùn)行,一旦計(jì)算出PV將來的運(yùn)行軌跡,控制器就會采取相應(yīng)的控制動作,促使過程的運(yùn)行軌跡朝向控制目標(biāo),在這段時(shí)間,滾動計(jì)算以使PV值靠近SP值,減小控制器的偏差,如圖8所示:
圖8. 控制步長內(nèi)的偏差

Profit Loop主要關(guān)注閉環(huán)回路響應(yīng)時(shí)間之前的那部分運(yùn)行軌跡,在用戶設(shè)定的閉環(huán)響應(yīng)時(shí)間之前,其范圍控制(Range Control Algorithm
)算法,以最小輸出(OP)移動,把PV拉回到SP。即用極小的控制動作來滿足控制的目標(biāo),因此相比其它的預(yù)測控制來說,魯棒性更好,對模型的精度要求也不高。
圖9. 控制作用的滾動優(yōu)化

5 Profit Loop控制器的實(shí)施效果
5.1 易于實(shí)施,便于維護(hù)
在控制器不穩(wěn)定或出現(xiàn)震蕩時(shí),Profit Loop的“一鍵式”性能比單參數(shù)整定,通過簡單地增加性能比值來減慢調(diào)節(jié)動作的速度,同時(shí)增加魯棒性。反之,如果調(diào)節(jié)器動作太慢,則可以通過減少性能比值來加速閉環(huán)調(diào)節(jié)器的響應(yīng)。采用Profit Loop控制器,參數(shù)容易理解,整定簡單,耗時(shí)少。而PID控制器,則需要綜合考慮比例帶,積分時(shí)間和微分時(shí)間的作用,不容易整定,耗時(shí)長。
5.2 質(zhì)量指標(biāo)得到提升
Profit Loop投用后,控制器很好地克服了模型誤差、強(qiáng)耦合、多干擾、未知干擾等不良因素的影響,精餾塔達(dá)到了穩(wěn)定運(yùn)行、提高產(chǎn)品質(zhì)量的效果。原來精餾塔靈敏板溫度波動較大,只能作為一個(gè)操作的參考變量,而現(xiàn)在成為一個(gè)生產(chǎn)指標(biāo),給進(jìn)一步的優(yōu)化打下了堅(jiān)實(shí)的基礎(chǔ)。從表1-1可看出,TIC4644
自投用Profit Loop后,波動幅度大幅度減小。
5.3 節(jié)能降耗,提高了經(jīng)濟(jì)效益
采用Profit Loop控制器,不僅降低了操作人員的勞動強(qiáng)度,使裝置運(yùn)行平穩(wěn),提高了產(chǎn)品質(zhì)量控制的一致性,還節(jié)約了蒸汽,提高了生產(chǎn)的經(jīng)濟(jì)效益。如表1-2 2007年精餾塔C462蒸汽消耗表所示(表中未列月份,裝置處于半開車狀態(tài)),從10月份開始TIC4644模型的建立、控制器的安裝調(diào)試,10、11 月份TIC4644控制器處于調(diào)試期間,12月份正式投用。
表1-2 2007年精餾塔C462蒸汽消耗表
由表1-2可以看出10月份蒸汽消耗已有明顯的降低,12月份正式投用后蒸汽消耗進(jìn)一步下降,Profit Loop 控制器投用后C462可節(jié)約蒸汽消耗量為:
(329+329+340+366+362)÷5-227=118.2 (噸/月)
根據(jù)以上數(shù)據(jù)計(jì)算,該控制器投用后C462蒸汽用量減少34.24%,按目前蒸汽價(jià)格61.4元/噸,每年降低生產(chǎn)成本:
118.2×12×61.4=87089.76元
6.結(jié)束語
Profit Loop作為一種最新的先進(jìn)控制技術(shù),具有傳統(tǒng)PID控制器所不具有的特性和功能,不僅能夠取代PID控制,還能夠?qū)崿F(xiàn)PID控制器無法應(yīng)用和應(yīng)用不理想的特殊場合,適應(yīng)性很廣。Profit Loop作為PKS系統(tǒng)中的一個(gè)控制回路,并不需要占用額外的CPU資源,而是如同系統(tǒng)常規(guī)PID回路那樣被處理,因此,系統(tǒng)中可以同時(shí)運(yùn)行的Profit
Loop數(shù)量沒有更多的限制。自2006年以來,在聚甲醛裝置中,除了C462精餾塔,我們還對其它幾個(gè)控制效果不理想的精餾塔和10個(gè)電加熱離散控制實(shí)施了PID轉(zhuǎn)到Profit
Loop 的控制,均取得了理想的效果。下一步考慮進(jìn)一步與多變量模型預(yù)測控制器組合應(yīng)用,實(shí)現(xiàn)整個(gè)裝置的整體優(yōu)化控制,經(jīng)濟(jì)效益會更加明顯,應(yīng)用前景良好。
參考文獻(xiàn)
[1] 2萬噸/年聚甲醛工藝手冊 云南云天化股份有限公司
[2] HONEYWELL PKS系統(tǒng)手冊 HONEYWELL
作者簡介:
趙寧,女,1973年生,工程師,現(xiàn)從事DCS管理工作。
E-mail: lady_li@163.cnom 電話:08708664865
地址:云南省水富縣云天化股份有限公司
錢光燦,男,1958年生,工程師,現(xiàn)從事DCS管理工作。
E-mail:qiangguangcan@yth.cn 電話:08708664885
地址:云南省水富縣云天化股份有限公司
郵編:657800
