摘要:
交叉鋪網機是無紡布生產過程中的關鍵設備,它直接影響到整個生產過程的生產效率。鋪網過程的上下小車電機、前簾電機、后簾電機和底簾電機的運動關系復雜,特別是換向過程的各電機加減速過程算法運算量大。為實現運動部件的高速平穩控制,除要求運動部件運動慣量要小外,要求控制系統有較短伺服更新速率(1ms)。這就要求控制系統有很高的運算能力。
本控制系統采用西門子SIMATIC S7-300 T-CPU PLC控制平臺,擴展方便,分布式模型控制,運算能力非常強大,目前伺服的控制周期為1ms,可滿足高速的控制要求。上位機采用15'觸摸屏,通過MPI/DP通訊口,與西門子SIMATIC S7-300 T-CPU PLC控制平臺通訊連接。SIMATIC S7-300 T-CPU PLC 通過DP(Drive)總線接口,分別連接、控制五個SINAMICS S120伺服驅動電機。同時,SIMATIC S7-300 T-CPU PLC完成PLC的輸入/輸出點邏輯控制(包括糾偏機),并同時將電機的編碼器信息、上下車的絕對編碼器位置及設備的輸入/輸出狀態,返回到觸摸屏。
整套系統完成人機界面、運動規劃、I/O邏輯運算、故障診斷及通訊等功能。
該鋪網機控制系統的最高運行速度可達80m/mim,運行穩定可靠,鋪網質量好。降低機械部分的運動慣量,可進一步提高系統的運行速度。
本文通過西門子SIMATIC T-CPU在高速鋪網機實現多軸復雜運動控制的應用,介紹了SIMATIC T-CPU在解決運動控制問題的一些優勢,及應用體會。
關鍵詞: SIMATIC T-CPU,DP(DRIVE),SINAMICS S120,伺服驅動器,非織造布,叉鋪網機,凸輪盤
一、項目概述
交叉鋪網機是鋪網機是非織造布生產線上重要的設備之一,它對產品質量的影響,特別是在控制產品CV值方面起到最關鍵的作用。其控制不同于普通紡機的速度控制,而是復雜的多軸運動位置控制系統,技術難度是生產線中最大的。(參見圖一,無紡車間)

圖一,無紡車間
交叉鋪網機的工作目的,就是把從梳理機恒速過來的單層棉網,通過鋪網小車、儲網小車,前碳簾、后碳簾及輸出簾5個伺服軸按照設計好的CAM Disk曲線運動,按照工藝要求鋪出不同層數的棉網。(圖二,無紡車間交叉鋪網部分)

圖二,無紡車間交叉鋪網部分

圖三,交叉鋪網機外形圖
鄭州淼鑫科貿有限公司是我國最早開發出用伺服驅動的交叉鋪網機控制系統,并在國內得到了大量應用。最早在2002年我們采用了西門子功能模板FM357-2作為運動控制處理器,運動控制方面的編程需要采用NC語言程序編程,因此對編程人員而言,需要有足夠的數控知識背景,編程相對非常麻煩,不夠靈活。由于FM357-2只是SIMATIC S7-300PLC的功能定位模板,因此系統還必須選擇生產工藝相對應的固件功能授權,另外還需要選購相適應的S7 300 CPU,這樣設備成本相對較高。之后,在2006年我們又開發出了采用西門子SIMOTION作為運動控制核心的鋪網機控制系統,該系統的驅動采用了西門子最新一代的伺服控制器SINAMICS S120,這套系統實現了控制系統的數字化。今年8月份,我們又采用西門子的最新集成了SIMOTION運動控制、SIMATIC PLC邏輯控制于一體的SIMATIC T-CPU,開發出嶄新的電氣自動化控制系統。
本文將就SIMATIC T-CPU在鋪網機上的應用,談談對SIMATIC T-CPU 的看法和應用體會。
二、控制系統構成
1. 本電氣控制系統共有5個實軸,1個虛軸,5個凸輪盤曲線。總共的工藝對象,一共是11個。西門子新一代優秀運動控制CPU -- SIMATIC CPU315T-2 DP可以同時處理最多32個工藝對象,完成復雜的邏輯控制,通訊任務。因此該項目的核心控制器,我們決定選用西門子新一代基于S7-300 PLC的優秀運動控制器 "SIMATIC CPU315T-2 DP"。這一決定,不僅給我們當前開發項目降低成本、降低項目開發周期帶來可能,同時也為日后設備的更新、系統維護帶來更多便利。
2. SIMATIC CPU315T-2 DP有兩個通訊口,其中一個是常規的MPI/DP通訊口,用來連接編程器、上位機、觸摸屏、擴展ET200組件;另一個通訊口是Profibus DP(DRIVE)口,符合Profidrive協議,一個快速和優化的DP報文,專門用來連接驅動器工藝組件,通訊速度最高可達12M bits/sec,DP通訊采用的是Profibus DP ISOCHRONE MODE(等時同步)模式。ISOCHRONE MODE是PROFIBUS DP 通訊的新技術,它可以使PROFIBUS DP 的總線通訊周期時間保持恒定,從而可以大大提高通訊的穩定性, 提高傳動控制系統的穩定性和精度。用于完成運動控制工藝任務的模塊IM174和ET200均連在Profibus DP(DRIVE)口下,以滿足運動控制工藝的要求。另外一個通訊口是標準的MPI/DP口,速度可達12M bits/sec。用于連接到上位機PC、HMI和其他標準的DP 從站。用戶可以通過MPI/DP通訊口,連接標準的ET200進行SIMATIC S7-300 PLC功能的擴展。組成控制系統方案,非常便利。
3. SIMATIC CPU315T-2 DP是屬于西門子SIMATIC T-CPU中一款性價比非常適中的,集成了西門子Simotion運動控制器和SIMATIC 邏輯控制器于一體( T-CPU 同時具有西門子兩大優秀控制器內核(SIMATIC 和 SIMOTION)的新一代自動控制產品)。并且,這兩個的控制器內核之間的通訊,是由T-CPU的硬件來保障實施,勿需要用戶額外編制通訊程序,節省了用戶的開發成本,縮短了系統的編程、調試和維護時間。
4. 所有適用于SIMATIC S7-300/400 PLC的STEP 7 編程語言,例如,LAD, STL, FBD, S7-SCL, CFC, SFC, S7-Graph,就是SIMATIC T-CPU的編程語言。SIMATIC PLC工程師多年在現場積累,經過現場調試考驗的PLC程序工藝塊(FC/FB),經過簡單的拷貝、粘貼,就可以繼續在SIMATIC T-CPU中繼續得到使用。
5. 位于STEP 7編程庫中的T-CPU運動控制專用指令功能塊,可以幫助用戶勿需要精通運動控制系統的知識,就可以通過簡單調用運動控制指令功能塊,完成復雜的運動控制任務。同時,可以借助強大的SIMATIC 平臺,順利完成SIMATIC HMI操作畫面的開發,SIMATIC NET通訊工作的開發,遠程診斷維護工作的開發,等等。
6. 設備控制系統開發過程中的,電氣工程師所面臨的工作內容:SINAMICS S120驅動器參數的調試,運動控制程序的編制,PLC邏輯控制程序的編制。通過SIMATIC T-CPU,使電氣工程師完成這些控制任務時,都是在工程師所熟悉的STEP 7 軟件平臺上面完成。
7. SIMATIC T-CPU后面適合連接的驅動器類型非常寬泛,不僅僅是西門子伺服驅動器,還可以非常便捷地聯結西門子的變頻器,步進驅動器,液壓伺服比例閥,甚至于非西門子的第三方驅動器。這對于我們OEM廠家而言,日后需要降低設備生產成本,帶來可能。
8. SIMATIC CPU315T-2 DP 本體集成了4路快速Bero開關量輸入,8路Cam快速開關量輸出。項目中用到2路輸入,作為鋪網小車和儲網小車的參考點輸入。由于所有的運動控制工藝,均沒有用到 CAM 快速開關量輸出點,為降低設備開發成本,把CPU本體集成的數字量輸出點,通過調用STEP 7的指令功能塊FB〝MC_Writeperiphery〞,對集成的數字量輸出點操作,其效果相當于普通的PLC 邏輯控制I/O點使用,非常方便。
9. 驅動器的選擇,采用了西門子最新推出的SINAMICS S120 伺服控制器。SIMATIC CPU315T-2 DP集成的SIMOTION控制器內核,通過PROFIBUS-DP(DRIVER)通訊口的等時同步通訊模式,輕松實現Profibus DP總線形式、分布式結構的運動控制系統,電氣控制柜的接線、布局,均非常簡單。伺服電機選用了西門子集成DRIVE-CLIQ口的1FK7 系列電機,組態時通S7T Config調試軟件(S7T Config工具,不僅集成了SINAMICS調試軟件Starter,而且,可以非常人性化地定義所有用戶所需要的工藝對象,機械系參數,驅動器的動態特性調試參數,等等),使用自動配置方式,既可以自動將所有西門子伺服電機及驅動器參數配置數據讀上來,免去了繁瑣的驅動器參數配置過程。(參見圖四,系統配置圖)
圖四,系統配置圖
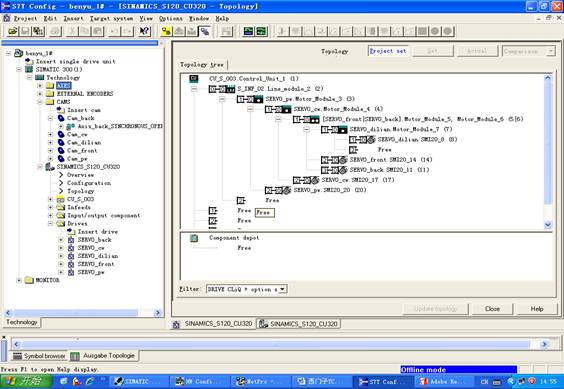
圖五,SINAMICS S120伺服驅動Topology圖

圖六,電控柜布置圖
三、控制系統完成的功能
1. 本項目主要是5 軸的運動控制,在正常生產過程中,5個伺服軸按照設計好的cam disk曲線,跟隨虛擬主軸同步運行。但是,在維修或調試過程中,又需要每個伺服軸可以單獨操作,軸與軸之間的運動又有一定的邏輯關系。如果采用S7-300CPU 加上定位功能模板FM357-2的方案來做,由于運動控制編程需要在功能模板內單獨采用NC程序來編程,一些邏輯控制任務又需要在S7-300 PLC中單獨處理,還需要考慮S7-300 PLC和 功能定位模板FM357-2之間的通訊協調關系。這樣處理起來,相對非常麻煩,不靈活。如果采用SIMATIC T-CPU的技術方案,運動控制編程和邏輯控制編程都在STEP7 同一個平臺上進行,所有任務都在SIMATIC T-CPU一個硬件平臺上面完成。這樣,所有技術問題解決起來,就顯得非常游刃有余,處理得更為便捷、靈活。
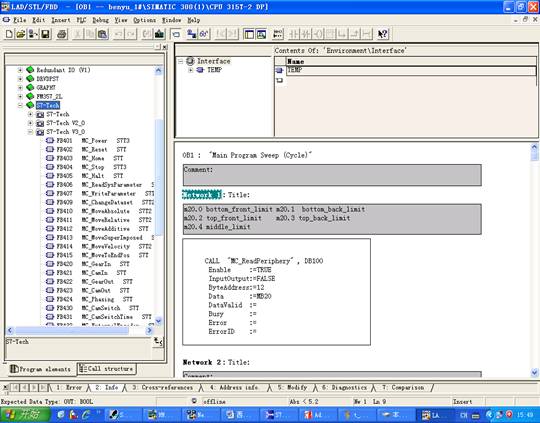
圖七,運動控制程序編制界面
2. 對于SIMATIC T-CPU 項目的組態和調試,當安裝上S7-Technology 軟件包后,可以通過SIMATIC MANAGER 項目管理器打開調試組態軟件S7T Config。在S7T Config 內通過向導可以輕松地創建虛擬軸,實軸,master 主軸,Slave同步軸等。軸的參數通過參數設定界面可以直觀地設定。如果參數設定不合理,則在窗口下部的信息提示欄會有相應地提示信息,幫助用戶參考修正。
3. 調試時,把電腦連到SIMATIC T-CPU上,打開S7T Config界面,在online模式下可以看到所有軸工藝對象和驅動的實際狀態信息,并可以通過trace功能記錄軸的實時位置、速度、轉矩、驅動電流、功率等數據信息。并且,通過measurement function,可以對驅動器的電氣動態特性,進行參數優化。
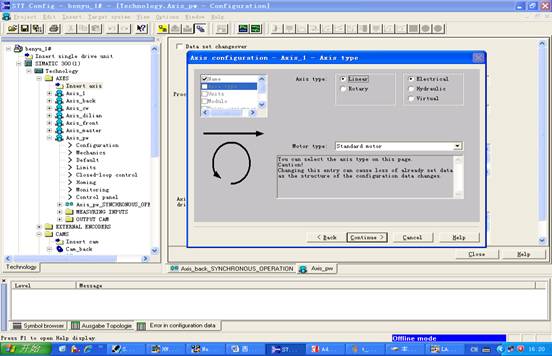
圖八,伺服軸配置向導
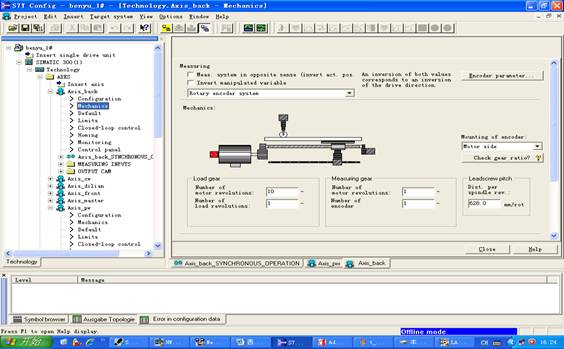
圖九,伺服軸的機械參數配置
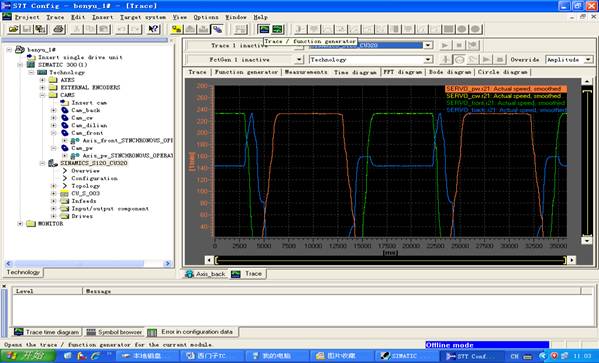
圖十,伺服軸參數調試工具,Trance曲線
四、項目運行
1. 自2007年8月份投入使用后,歷時2個月的設備運行,控制系統表現出了良好的穩定性。特別是可以在不停機的情況下,動態修改生產工藝參數,大大提高了機器設備的工作效率;
2. 可以輕松實現遠程診斷、遠程維護的功能,增強了整個系統的通訊能力;
3. 上位HMI與SIMATIC T-CPU通訊非常穩定,監控畫面沒有出現死機的現象。通訊過程,簡單、可靠,速度也非常快。
4. 總之,本控制系統穩定可靠,使機器設備的控制水平上了一個新臺階,受到了用戶的好評。
五、應用體會
1. 通過此項目的設計與調試,對西門子SIMATIC T-CPU有了更深刻地了解:SIMATIC T-CPU 和SIMOTION產品有許多相同之處,都是采用SIMOTION Kernel 軟件內核。SIMATIC T-CPU 通過集成在STEP7 環境下的工藝軟件包來配置和編程。就編程而言,會使用S7-300編程的,就會使用SIMATIC T-CPU編程。同時,用戶省略了許多開發軟件授權方面的約束;
2. SIMATIC T-CPU 編程語言采用工程師所熟悉的S7-300 PLC的編程語言,例如:梯形圖LAD, STL,FBD,S7-SCL,CFC,SFC,S7-GRAPH。學習難度低,運動控制器SIMATIC T-CPU 屬于標準S7-300 CPU。所有運動控制工藝所需要的功能,都在STEP 7編程庫中可以找到,非常容易實現編程調試工作。對工程師運動控制的背景知識要求不高,非常人性化。一般工程師,只要熟悉PLC編程知識,就可以輕松勝任SIMATIC T-CPU的使用,非常適合復雜運動控制要求的機器設備開發。所有S7-300 PLC程序的功能塊、特殊功能塊、數據塊, 都可以繼續使用,方便用戶成熟S7-300 PLC 程序的延續使用;
3. 結構化的S7-300 PLC編制程序模式,使程序結構清晰,可讀性好,現場調試方便;
4. 工程中遇到的所有技術難題,可以輕松從西門子專業的技術支持隊伍中獲取。今年七月份在本系統第一次得調試過程中,得到了西門子公司技術支持隊伍良好的技術支持服務,特別是工程師在出國學習期間,還能通過國際長途給于我們及時的技術支持,使項目可以在短短一個月內就調試成功。在此特向西門子公司技術支持團隊,表示由衷地感謝。
