引言
黑液蒸發把洗選工段產生的副產品------稀黑液高度濃縮后送燃燒工段處理,堿回收設備的工況十分惡劣,尤其是腐蝕性和黑液結垢問題很為棘手,平穩整個工藝過程的運行,使設備工作在合理,最優的工藝參數范圍內是減慢結垢速度、延長設備使用壽命的有效方法。
由于后續工段燃燒的要求,蒸發站的出濃液濃度不能低于某個極限,但出濃液濃度偏高也會帶來許多問題,如蒸汽消耗大、結垢速度加快,管道阻力大,易堵,惡化燃燒工段許多設備如圓盤蒸發器的工況等。我國制漿造紙堿回收設備中,對黑液蒸發濃度實施自動控制的比例很小,而不熟練的手工操作易出現出濃液深度偏低或偏高的情況,使設備工作在不合理的工況。本文簡要介紹作者在河南白云紙業五效蒸發站實施計算機集散控制的控制方案。
1控制方案
黑液蒸發的主要設備是蒸發器。蒸發器串聯組成蒸發站。本設計中所控制的蒸發站是由五臺板式降膜蒸發器串聯組成。除此之外,還有一些輔助的蒸發設備,如降膜板式冷凝器,溫水槽,稀黑液槽, 閃蒸罐,液位罐等。在黑液蒸發過程中包含以下三個基本的工藝流程,即蒸汽流程,黑液流程,冷凝水流程。本蒸發站中,外網來低壓蒸汽(0.4Mpa 151℃),首先進入I效蒸發器,I效蒸發器產生的二次蒸汽經閃蒸罐閃急蒸發后,再引入II效,為II效蒸發器提供熱源,以此類推直至末效。末效二次蒸汽經冷凝后成冷凝水排出,不凝氣體則由真空泵排空。而黑液則采用逆流供液方式,即制漿車間來稀黑液,首先進入稀黑液槽,經稀黑液泵進入末效蒸發器,然后再到IV效,III效,以此類推,直至I效。與蒸發流程反向而行。這樣隨著黑液濃度的提高,蒸發溫度也提高,而黑液粘度增加緩慢。蒸汽流與黑液流反向而行的供液方式,不僅可節省蒸汽消耗,部分程度上也可緩解黑液結垢問題。
在本蒸發工段的主要控制目標是穩定濃黑液的深度和降低蒸汽消耗,影響濃黑液波美度的因素主要是進效稀黑液的濃度和流量及蒸發設備各效的總有效差壓。穩定有效差壓首先要穩定進第I效的新鮮蒸汽的壓力和末效二次蒸汽的真空度,即穩定總壓差。然后盡量減少和穩定蒸發過程中的壓差損失,因此,必須要控制下列參數:
進效稀黑液的濃度和流量;
(1) 出效濃黑液的濃度;
(2) 進效新鮮蒸汽的壓力和流量;
(3) 末效的二次蒸汽的真空度;
(4) 出效黑液的液位;
(5) 出效冷卻水液位;
所以,我們選取壓力、流量、溫度、液位為主要的控制對象,共設置了8路壓力、6路流量、21路溫度、16路液位總計51個測控點。為防止流送過程中,因電機啟停不當而造成的不良后果,我們又對所使用的22臺電機實行連鎖控制。
1.1系統硬件設計
1.1.1本自動控制系統采用西門子先進的S7-400可編程控制器。它是西門子公司開發的適合當代計算機技術發展的新一代可編程控制系統。它具有更高的控制能力、運算速度、網絡功能和更優的性能價格比。通過PROFIBUS-DP現場總線可與ET200M I/0站相連。ET200M 可置于MCC低壓柜旁邊,從而可方便將電機和泵類的控制納入DCS中去。
1.1.2系統網絡采用工業以太網。其優點:
抗干擾能力強,不需特殊的接地要求,不對其它電子設備產生影響。
中央處理單元型號為CPU 414-2DP。系統的輸入輸出模板的型號和數量由現場電氣和儀表信號的類型和數量決定。具體如下:
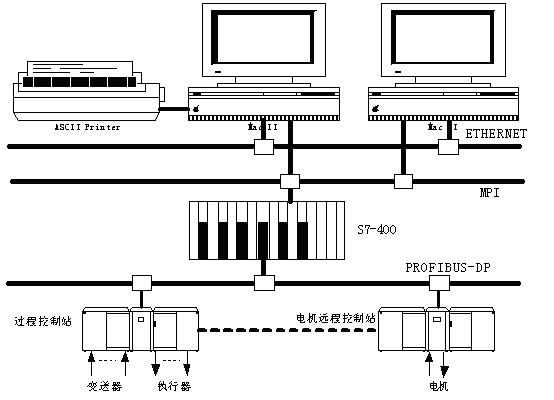
圖1 硬件控制系統示意圖
DI模板主要用于顯示電機啟停和過載指示;DO模板用于控制電機啟停;AI模板主要用于對電動機電流、功率以及各測控點如溫度、壓力、流量、液位進行采樣顯示。DO模板在實際應用中為提高抗干擾能力和控制容量要通過中間繼電器隔離,由中間繼電器觸點去控制電氣設備(如接觸器etc)。模擬量輸入模板在使用前要通過跳線組態成本方案所需要的輸入方式。
各模板的型號、數量確定后,再選擇放置模板的框架的型號和數量以及電源的型號和數量。最終選用長為530mm的導軌。據模板的數量選取擇4個機架,考慮到成本問題而選取用了3個S7-300機架,1個S7-400機架,一個為主框架(含3個機架、一個S7-400機架、2個S7-300機架)放在蒸發主控制拒中,另一個遠程控制I/O框架(含一個S7-300機架)放在ET200蒸發控制柜中。
2控制措施
紙機堿回收控制中濃黑液在線測量一直是一個難題,而濃度控制是堿回收蒸發工段的最終控制目標,其控制效果的好壞對后續燃燒工段起著舉足輕重的作用,雖然濃黑液的濃度無法直接測量,但在本項目中可利用黑液的沸點在一定的壓力下隨其濃度的增大而升高的特性進行間接測量。即D= F(P,T)其中 D:濃度P:壓力T:溫度。為了使系統更穩定,對濃黑液的濃度和進效蒸汽實施串級控制方案。事實證明在對駐馬店遂平白云紙業的工程中不但效果穩定而且節能。如圖:

圖2 濃黑夜濃度控制方案
3軟件設計
本系統采用西門子公司的S7-300系列產品。在設計當中,根據設備測控點的情況和廠方用戶的要求,系統以S7314-2DP控制器為核心,通過PROFIBUS-DP總線與2個ET200M遠程站相連(如圖2 所示),用于采集現場儀表數據信息和控制算法的實現。在現場實際應用中,數字量輸入輸出,、模擬量輸入輸出都留有部分備用,已備系統將來擴充的需要。西門子公司的ET200系列是采用PROFIBUS-DP協議的分布式I/O,應用時,S7PLC作為DP主站,通過帶有集成DP接口的CPU315-2DP接到PROFIBUS總線,而ET200作為DP從站接到PROFIBUS。整個控制系統采用兩個控制柜(主柜和副柜)。S7主站、#1 ET200M從站放在主柜,采集系統的模擬信號;#2 ET200M從站放在副柜,用來采集工段的電動機執行機構閥位反饋信號及輸出執行機構的驅動信號。系統采用主站加從站的結構,可使系統造價降低,并且擴展靈活。
據本工段的工藝特點和工藝要求,我們編制了采樣子程序,該程序主要用于對所設測控點的溫度壓力流量進行信號采樣;受外界影響,在不同時刻所采樣的信號精確度不夠高,為此我們又編制了濾波子程序,以及PID控制程序和量程轉換子程序、電機啟停子程序、設備間連鎖子程序等。
4人機界面操作系統(HMI)
這部分主要由操作站、工程師站和打印機(外部設備)組成,實現人機接口。它的主要功能是集中各分散過程控制裝置送過來的信息,通過監視和操作,把操作和命令下送到各分散控制裝置。工業控制PC以Wincc作為人機界面,并分別設置了操作員站和工程師站。操作員站(OPU)用于畫面顯示、報警、泵和電機的手/自動啟停以及現場各被控參數的采集、顯示和控制,而工程師站(ENG)用于工程師對生產現場的監視、打印報表以及對工藝參數和控制器參數的修改等。操作員站和工程師站的畫面組態軟件選用SIEMEN公司的WINCC完成用戶二次軟件開發。PC的主要功能是顯示工藝流程、電機及閥門等的運行狀態及控制、故障報警、故障發生的部位及其處理方法;顯示溫度、液位等模擬量,并能通過打印機打印。WINCC是西門子公司專門為過程控制和現場監控開發的監控系統軟件,本系統分別制作了蒸發工段一、蒸發工段二個工藝畫面,畫面中的各參數的設定都是隨著PLC的改變而改變的。工作人員可以通過這些畫面監控各個電動機的運行和池中液位的高低,而且可隨時根據系統運行狀況而直接控制電動機的運行。

a
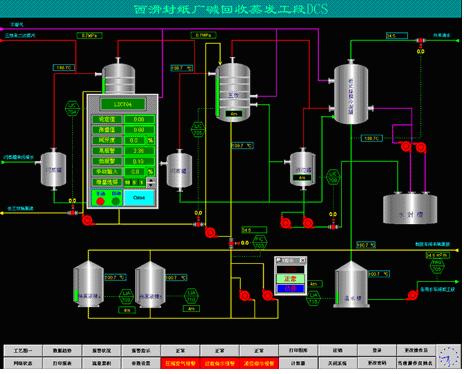
b
圖3 蒸發工段工藝圖
5 仿真結果
圖4~圖6是蒸發器液位、板式冷凝器冷凝水的溫度、蒸汽壓力的仿真結果。
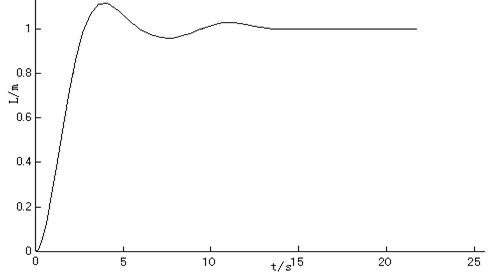
圖4 蒸發器稀黑液液位
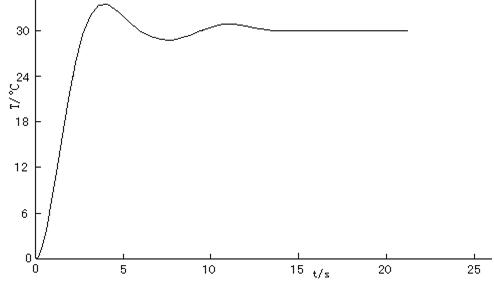
圖5 板式冷凝器冷凝水的溫度
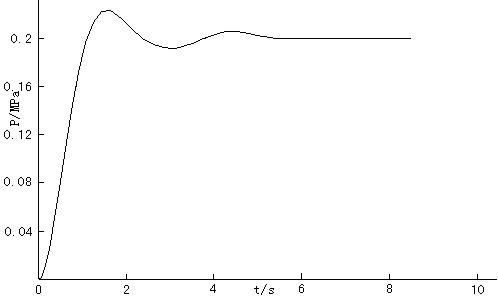
圖6 進效蒸汽的壓力
從圖4~圖6可看出:3個被控參數在階躍輸入信號作用下的響應曲線的衰減比都近似于4:1,系統響應速度快,調節時間短,能很快達到穩定,系統超調量小,且控制精度都比較高,其動態性能、穩定性能都能滿足廠方的要求,如精度為0.05,遠小于廠方提出的0.02,蒸發器開機10秒左右,液位、溫度基本穩定于設定值。
6 應用體會
本S7-300具有以下顯著特點:(1)循環周期短、處理速度高;(2)程序結構簡單、可用于復雜功能;(3)產品設計緊湊、可用于空間有限的場合;(4)模塊化結構、適合緊密安裝;(3)無需電源備份,免維修;(4)可在惡劣氣候條件下露天使用。而且添加的分布式I/O與PLC站中的本地I/O具有同一的編址,因此在用戶程序中可以像訪問本地I/O一樣方便的訪問分布式I/O,這樣編程時就完全不必考慮一個I/O地址在物理上是通過何種方式連接的。本系統抗干擾能力強,控制精度高,傳輸數據及時可靠。高效、節能,已于2002年6月投入現場使用,經過近半年來的現場運行,系統至今仍穩定可靠。
