了解
LOGO!
我是在2001年第一次接觸LOGO!,記得當(dāng)時(shí)我用的參考手冊(cè)是一本窄窄的長(zhǎng)條紙,上面圖文并茂的描述如何手動(dòng)操作LOGO!。師傅告訴我這是智能繼電器,有很多現(xiàn)成的邏輯功能塊,可以在現(xiàn)場(chǎng)手動(dòng)編輯調(diào)整程序,相對(duì)當(dāng)時(shí)很多需要手持編程器的PLC來(lái)說(shuō),真是太方便了。
LOGO!可靠,易用,經(jīng)濟(jì),但是局限于市場(chǎng)定位,可用的功能塊數(shù)量少的可憐,所以使用LOGO!時(shí),挑戰(zhàn)我們這些電氣工程師的不是工藝過(guò)程如何實(shí)現(xiàn),而是如何巧妙地的用最少的功能塊來(lái)完成程序控制。
選擇LOGO!
0BA0系列只有30個(gè)功能塊,0BA1-0BA3系列增加到56個(gè)功能塊,0BA4-0BA5系列增加到130個(gè)功能塊,0BA6系列增加到200個(gè)功能塊。編程軟件界面越來(lái)越友好,從離線仿真到在線仿真都可以做到。輸入輸出點(diǎn)從不能擴(kuò)展到可以模塊化配置。內(nèi)置的模擬量處理功能、周、年時(shí)鐘觸發(fā)功能塊、計(jì)數(shù)器功能塊、脈沖繼電器、異步脈沖發(fā)生器、各種精確到0.02秒的定時(shí)器,這些功能用起來(lái)的感覺(jué)非常愜意,不用常開(kāi)常閉費(fèi)好多步才能實(shí)現(xiàn)每個(gè)功能,有時(shí)只需鼠標(biāo)輕輕一拖,馬上仿真就能即可確認(rèn)邏輯結(jié)果。隨著功能的日益強(qiáng)大,LOGO!的應(yīng)用領(lǐng)域也越來(lái)越寬。
應(yīng)用
LOGO!
應(yīng)用簡(jiǎn)述
甩干是離合器軸承自動(dòng)裝配生產(chǎn)線中的一個(gè)工序,全自動(dòng)甩干機(jī)是離合器軸承退磁清洗工序后清理工件上殘留洗液的專用設(shè)備。.設(shè)備是2006年我們給某軸承廠定制開(kāi)發(fā)的,這是我本人使用LOGO!開(kāi)發(fā)的設(shè)備中占用功能塊最多的一次。主控單元使用的是6ED1 052-1MD00-0BA5加兩個(gè)數(shù)字量擴(kuò)展模塊6ED1 055-1MB00-0BA1, 設(shè)備主要包括翻轉(zhuǎn)送料系統(tǒng)、平臺(tái)進(jìn)料系統(tǒng),甩干控制系統(tǒng)和排料系統(tǒng),設(shè)備交付使用后效果良好。
工藝流程介紹
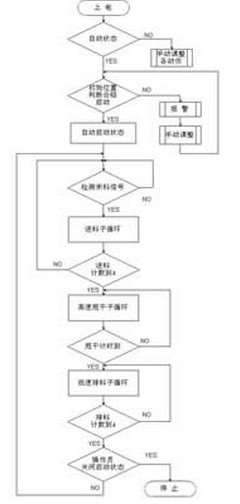
全自動(dòng)甩干機(jī)的工藝目的是清理工件上殘留洗液,每次甩干循環(huán)可以甩干四個(gè)工件,在甩干循環(huán)未完成時(shí),前后工序自動(dòng)等待。在自動(dòng)循環(huán)工作狀態(tài)下,工件從前級(jí)工序排出到達(dá)本機(jī)的進(jìn)料檢測(cè)工位,系統(tǒng)首先自動(dòng)執(zhí)行進(jìn)料循環(huán)(變頻器控制甩干料盤電機(jī)恒轉(zhuǎn)矩低速旋轉(zhuǎn),柔性定位手將料盤在四分位定位,檢測(cè)有來(lái)料信號(hào),翻轉(zhuǎn)提升工件滑到進(jìn)料平臺(tái),進(jìn)料平臺(tái)右行到進(jìn)料位置,進(jìn)料機(jī)械手將工件送入甩干料盤,柔性定位手退出,待料盤轉(zhuǎn)到下一個(gè)四分位時(shí)再次執(zhí)行定位操作,如此這般送入四個(gè)工件),系統(tǒng)自動(dòng)進(jìn)入高速甩干循環(huán),甩干結(jié)束,甩干料盤電機(jī)再次切換至恒轉(zhuǎn)矩低速旋轉(zhuǎn),系統(tǒng)執(zhí)行排料循環(huán),自動(dòng)依次將四個(gè)工件排出;執(zhí)行下一循環(huán)。工藝流程框圖見(jiàn)圖1。
系統(tǒng)硬件配置
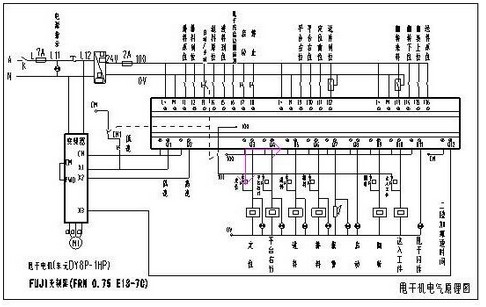
本機(jī)電控系統(tǒng)控制單元使用的是6ED1 052-1MD00-0BA5加兩個(gè)數(shù)字量擴(kuò)展模塊6ED1 055-1MB00-0BA1,變頻器配置的是富士的FRN 0.75 E1S-7C,甩干料盤電機(jī)選用的是東元的8極電機(jī)DY8P-1HP。電氣原理圖見(jiàn)圖2 。
軟件開(kāi)發(fā)
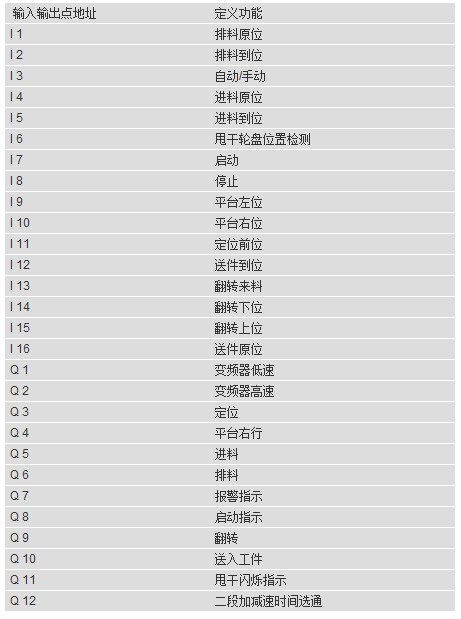
應(yīng)用中的數(shù)字量I/O分配見(jiàn)表1。
表1,數(shù)字量I/O分配表
Fig1,The digital I/O distribution list
程序說(shuō)明:選擇自動(dòng)模式,“自動(dòng)/手動(dòng)”轉(zhuǎn)換開(kāi)關(guān)應(yīng)切換至自動(dòng)檔,按下“啟動(dòng)”按鈕,系統(tǒng)進(jìn)入循環(huán)工作狀態(tài)。觸發(fā)“停止”按鈕,系統(tǒng)進(jìn)入停止?fàn)顟B(tài);從自動(dòng)狀態(tài)切換至手動(dòng)狀態(tài),自動(dòng)狀態(tài)所有工作停止,記憶清零;在自動(dòng)狀態(tài)下如果進(jìn)料后觸發(fā)“停止”按鈕,循環(huán)中斷,再次啟動(dòng)系統(tǒng)先完成四次排料操作后再回到原始啟動(dòng)狀態(tài);執(zhí)行高速甩干操作時(shí)甩干指示燈閃爍(0.7秒×0.7秒)。具體實(shí)現(xiàn)見(jiàn)附件程序,循環(huán)工作狀態(tài)下,在進(jìn)料位置有料時(shí),系統(tǒng)自動(dòng)執(zhí)行進(jìn)料操作,送入四個(gè)工件后,系統(tǒng)自動(dòng)進(jìn)入甩干程序,甩干結(jié)束,系統(tǒng)自動(dòng)依次將四個(gè)工件排出;執(zhí)行下一循環(huán)。

使用LOGO! 的體會(huì)
我們是給客戶定制研發(fā)專用機(jī)床的,批量小,研發(fā)時(shí)間緊,很多交付的設(shè)備應(yīng)用戶要求往往需要隨時(shí)調(diào)整。基于成本和現(xiàn)場(chǎng)調(diào)整方便的考慮,很多小型設(shè)備的主控單元我們都選用了LOGO!。
我曾經(jīng)用LOGO!開(kāi)發(fā)的電控系統(tǒng)有很多,如:全自動(dòng)軸承清洗機(jī)控制系統(tǒng)、離合器軸承全自動(dòng)甩干機(jī)控制系統(tǒng)、電解制造消毒液控制系統(tǒng)、智能水箱控制系統(tǒng)、自動(dòng)上料機(jī)控制系統(tǒng)等等,40點(diǎn)以下的工控設(shè)備我會(huì)優(yōu)先考慮LOGO!。說(shuō)句心里話,使用LOGO!十多年了,方便順手,都有感情了。
市場(chǎng)上有許多定位與LOGO!接近的產(chǎn)品,如小點(diǎn)數(shù)的三菱的FX系列,松下電工的FP0系列,臺(tái)達(dá)的DVP系列,匯川的H1U-PLC等等,價(jià)格都接近,但是在軟件的仿真功能和內(nèi)置集成功能塊方面,我感覺(jué)LOGO!最讓我滿意。
使用LOGO!作為控制單元,能以相對(duì)較少的資源和相對(duì)低廉的成本實(shí)現(xiàn)較為復(fù)雜的工藝控制過(guò)程。借助于LOGO!強(qiáng)大的離線和在線仿真功能,設(shè)備的調(diào)試時(shí)間大大縮短。
