行業(yè)概述
中國(guó)煙草行業(yè)是國(guó)家的支柱產(chǎn)業(yè),行業(yè)年稅收占國(guó)家總稅收的10%左右,這樣巨大的貢獻(xiàn)還是在平均稅率不超過(guò)46%的低稅率情況下實(shí)現(xiàn)的,相比發(fā)展國(guó)家煙草行業(yè)普遍50-60%的稅率,足見(jiàn)我國(guó)煙草行業(yè)在國(guó)家經(jīng)濟(jì)中的支柱作用。據(jù)統(tǒng)計(jì)中國(guó)共擁有三億多煙民,占世界總煙民的近1/3,中國(guó)的煙葉生產(chǎn)量及成品煙銷售量也大概占到世界的1/3左右。同時(shí)中國(guó)還是世界上烤煙種植面積、烤煙產(chǎn)量、烤煙增長(zhǎng)速度、卷煙產(chǎn)銷量、卷煙增長(zhǎng)速度、吸煙人數(shù)、吸煙人數(shù)增加數(shù)量、煙稅增長(zhǎng)速度等多項(xiàng)世界第一。

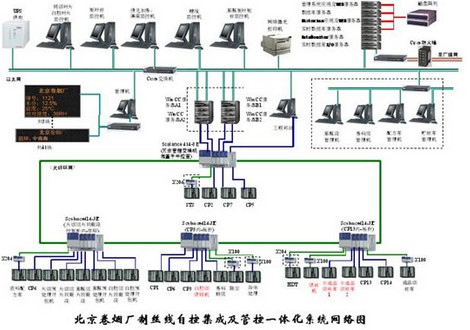
北京卷煙廠制絲線自控集成及管控一體化系統(tǒng)整體架構(gòu)圖
然而在規(guī)模數(shù)量?jī)?yōu)勢(shì)的光環(huán)下,中國(guó)煙草行業(yè)面臨的境地同樣令人擔(dān)憂。隨著中國(guó)加入WTO后保護(hù)期的尾聲臨近,國(guó)內(nèi)越來(lái)越多的壟斷行業(yè)開(kāi)始逐步開(kāi)放市場(chǎng)。中國(guó)的煙草行業(yè),將在未來(lái)的幾年內(nèi)面臨全面開(kāi)放市場(chǎng),進(jìn)入國(guó)內(nèi)市場(chǎng)國(guó)際化的全面自由競(jìng)爭(zhēng)局面。長(zhǎng)期以來(lái),國(guó)家對(duì)煙草行業(yè)實(shí)行專賣制度,國(guó)家對(duì)煙草行業(yè)的發(fā)展方針是:既要適當(dāng)滿足消費(fèi)需要,又必須提高質(zhì)量,改進(jìn)配方,盡可能減少對(duì)消費(fèi)者健康的影響。實(shí)行專賣有利于控制其生產(chǎn)和銷售,并課以重稅,這樣既可以保證國(guó)家財(cái)政收入,又可防止地方盲目發(fā)展。面對(duì)即將來(lái)臨的市場(chǎng)開(kāi)放,中國(guó)煙草業(yè)有很多需要提高改進(jìn)的地方,中國(guó)煙企大小加起來(lái)數(shù)百家,牌號(hào)有數(shù)百個(gè),然而最強(qiáng)勢(shì)品牌的行業(yè)市場(chǎng)集中度也不超過(guò)2%。
企業(yè)介紹和項(xiàng)目背景
北京卷煙廠始建于1970年,是制造卷煙產(chǎn)品的國(guó)有重點(diǎn)骨干企業(yè)。老廠位于北京朝陽(yáng)區(qū)管莊西里,總占地面積約11.2公頃,設(shè)計(jì)生產(chǎn)規(guī)模為年產(chǎn)16萬(wàn)箱,制絲生產(chǎn)線1986年投產(chǎn),迄今已運(yùn)行使用了20多年,雖然不斷進(jìn)行技術(shù)改造和設(shè)備更新,但都是修修補(bǔ)補(bǔ),整體工藝流程不盡合理,對(duì)進(jìn)一步完善、拓展混合型卷煙工藝形成了制約。技改前北京卷煙廠存在工藝落后、設(shè)備陳舊、廠房老化、設(shè)計(jì)生產(chǎn)規(guī)模低等諸多問(wèn)題,這將直接制約或影響企業(yè)生產(chǎn)規(guī)模擴(kuò)大、產(chǎn)品結(jié)構(gòu)升級(jí)、產(chǎn)品質(zhì)量提高等一系列發(fā)展問(wèn)題。只有進(jìn)行易地技術(shù)改造,新建大跨度、模塊化生產(chǎn)廠房,采用先進(jìn)適合的工藝流程及技術(shù),才能為實(shí)現(xiàn)“走向聯(lián)合、共同發(fā)展、共同壯大”、“做精做強(qiáng)”、“國(guó)內(nèi)一流、國(guó)際先進(jìn)”的企業(yè)戰(zhàn)略目標(biāo)提供保證和實(shí)現(xiàn)可能。因此北京卷煙廠啟動(dòng)了新廠區(qū)的技改建設(shè),新廠區(qū)選址在北京市通州區(qū),東西長(zhǎng)約650米,南北寬約434米,設(shè)計(jì)生產(chǎn)規(guī)模為年產(chǎn)卷煙50萬(wàn)箱250億支。
同時(shí)預(yù)留了適當(dāng)發(fā)展余地。
北京卷煙廠一直走發(fā)展低危害混合型卷煙,著力于研制中國(guó)特色混合型卷煙工藝,打造國(guó)內(nèi)一流、國(guó)際先進(jìn)混合型卷煙的生產(chǎn)、研發(fā)、出口和對(duì)外技術(shù)合作基地,專注于做大做強(qiáng)中南海品牌。
北京卷煙廠新廠區(qū)技改在工藝設(shè)計(jì)和設(shè)備配置方面,首先滿足了現(xiàn)有品牌生產(chǎn)工藝要求,保證質(zhì)量穩(wěn)定,順利完成生產(chǎn)過(guò)渡。同時(shí)根據(jù)產(chǎn)品發(fā)展及工藝研究、發(fā)展的需要,配合分類加料、分組烘絲采用不同的工藝路線、流程參數(shù)實(shí)現(xiàn)更精細(xì)化的分類分組加工,形成北京卷煙廠的特色生產(chǎn)工藝。根據(jù)北京卷煙廠制絲線生產(chǎn)的特色加工工藝和生產(chǎn)組織模式的要求,需要設(shè)計(jì)建設(shè)一套全集成制絲管控一體化系統(tǒng),實(shí)現(xiàn)智能化、圖形化、參數(shù)化控制和適度的信息化、自動(dòng)化生產(chǎn),滿足柔性化生產(chǎn)和靈活性加工的需要。以打造“數(shù)字化工廠”、“透明化工廠”, 徹底消除“信息孤島”,提高企業(yè)的市場(chǎng)競(jìng)爭(zhēng)力。制絲管控系統(tǒng)通過(guò)構(gòu)件化程序的設(shè)計(jì)和系統(tǒng)硬件和軟件柔性靈活的組合,最終實(shí)現(xiàn)建立一個(gè)柔性的、能夠隨需而變、操作簡(jiǎn)便,能充分滿足生產(chǎn)工藝路線靈活組態(tài)和工藝路線選擇的操作平臺(tái)。
制絲工藝是衡量一個(gè)煙草企業(yè)是否具有先進(jìn)性,是否具備市場(chǎng)競(jìng)爭(zhēng)力,是否能不斷領(lǐng)先于競(jìng)爭(zhēng)者的重要指標(biāo)依據(jù)。制絲生產(chǎn)線主要由備料配葉、煙片預(yù)處理、制葉絲、白肋煙處理、煙梗預(yù)處理、制梗絲、摻配加香、貯絲喂絲八個(gè)工段組成。北京卷煙廠制絲車間新工藝設(shè)計(jì)緊緊圍繞提高工藝技術(shù)水平展開(kāi),實(shí)現(xiàn)工藝上的“三化”:設(shè)計(jì)系統(tǒng)化、控制智能化和加工精細(xì)化。
系統(tǒng)架構(gòu)體系
制絲線自控集成及管控一體化系統(tǒng)主要分三大功能組件:數(shù)據(jù)采集、控制執(zhí)行組件和監(jiān)控發(fā)布組件。數(shù)據(jù)采集組件又可以分為三類,分別是生產(chǎn)管理數(shù)據(jù)采集、設(shè)備數(shù)據(jù)采集、工藝質(zhì)量數(shù)據(jù)采集;控制執(zhí)行組件負(fù)責(zé)生產(chǎn)相關(guān)數(shù)據(jù)的處理和生產(chǎn)下達(dá)指令的執(zhí)行;監(jiān)控發(fā)布組件負(fù)責(zé)生產(chǎn)狀態(tài)的監(jiān)控、數(shù)據(jù)的診斷、存儲(chǔ)和發(fā)布等。
生產(chǎn)管理數(shù)據(jù)來(lái)自于各生產(chǎn)工藝段或機(jī)臺(tái),通過(guò)實(shí)時(shí)在線采集或關(guān)聯(lián)計(jì)算,為各級(jí)管理者提供制絲生產(chǎn)線的各類信息如當(dāng)前的班次、人員、牌號(hào)、生產(chǎn)時(shí)間、相關(guān)數(shù)量等各種信息。設(shè)備數(shù)據(jù)主要是記錄設(shè)備的參數(shù)、運(yùn)行狀態(tài)等數(shù)據(jù),計(jì)算設(shè)備的停機(jī)情況、設(shè)備開(kāi)動(dòng)率、設(shè)備空轉(zhuǎn)率等信息,同時(shí)也可人工記錄包括設(shè)備參數(shù)設(shè)定,設(shè)備點(diǎn)檢、備品備件和維修請(qǐng)求等信息。工藝質(zhì)量數(shù)據(jù)的采集與分析主要是完成制絲生產(chǎn)線各工藝段質(zhì)量數(shù)據(jù)的采集、人工處理和關(guān)聯(lián)計(jì)算以及與標(biāo)準(zhǔn)設(shè)定值的比較和分析,如相關(guān)工藝段中需要檢測(cè)的含水率、溫度、精度、比例、質(zhì)量參數(shù)走勢(shì)分析與歷史同期比較等。
數(shù)據(jù)處理用于將采集的數(shù)據(jù)進(jìn)行運(yùn)算處理,執(zhí)行生產(chǎn)下達(dá)指令,常見(jiàn)的生產(chǎn)指令如將牌號(hào)、產(chǎn)量等計(jì)劃信息和相應(yīng)的工藝參數(shù)下達(dá)到設(shè)備上,真正實(shí)現(xiàn)管控一體化,提高生產(chǎn)效率。
監(jiān)控發(fā)布功能集中在控制系統(tǒng)監(jiān)控中心施行,主要是用于監(jiān)控現(xiàn)場(chǎng)設(shè)備,實(shí)現(xiàn)數(shù)據(jù)采集檢測(cè),接受控制指令,下傳控制信息的以監(jiān)控軟件為基礎(chǔ)的監(jiān)控系統(tǒng),同時(shí)包括用于生產(chǎn)監(jiān)控的視頻監(jiān)控系統(tǒng)、生產(chǎn)信息發(fā)布系統(tǒng)、調(diào)試維護(hù)系統(tǒng)以及其它智能監(jiān)控系統(tǒng)等生產(chǎn)輔助系統(tǒng)。
各組件緊密集成,數(shù)據(jù)共享共同構(gòu)成透明的信息平臺(tái),主要包括監(jiān)控計(jì)算機(jī)、WinCC服務(wù)器、管理機(jī)、工程師站、實(shí)時(shí)數(shù)據(jù)庫(kù)IO服務(wù)器、DataMonitor服務(wù)器、Historain實(shí)時(shí)數(shù)據(jù)庫(kù)服務(wù)器、HistorianWeb服務(wù)器、打印機(jī)、網(wǎng)絡(luò)通訊設(shè)備、LED顯示屏、RIO站、PLC控制系統(tǒng)、現(xiàn)場(chǎng)智能儀表、智能設(shè)備等。集中監(jiān)控系統(tǒng)通過(guò)工業(yè)以太網(wǎng)將現(xiàn)場(chǎng)PLC與集中監(jiān)控層連接起來(lái)。集中監(jiān)控系統(tǒng)將采集的數(shù)據(jù)進(jìn)行處理,與主控PLC進(jìn)行數(shù)據(jù)交換,以實(shí)現(xiàn)對(duì)全線的監(jiān)控和管理。監(jiān)控系統(tǒng)同時(shí)內(nèi)置公開(kāi)、開(kāi)放的數(shù)據(jù)接口,便于與生產(chǎn)管理層的通訊。
北京卷煙廠集中監(jiān)控中心從功能和系統(tǒng)配置方面劃分為集中監(jiān)控系統(tǒng)、信息發(fā)布系統(tǒng)和調(diào)試維護(hù)系統(tǒng)。在集中監(jiān)控中心,共配套8臺(tái)服務(wù)器、2套共4臺(tái)冗余配置的WINCC服務(wù)器、 1臺(tái)DataMonitor服務(wù)器、1臺(tái)實(shí)時(shí)數(shù)據(jù)庫(kù)I/O服務(wù)器、1臺(tái)實(shí)時(shí)數(shù)據(jù)庫(kù)服務(wù)器、1臺(tái)Historian應(yīng)用及WEB服務(wù)器。
集中監(jiān)控中心系統(tǒng)采用當(dāng)前先進(jìn)而成熟的C/S模式。配置2套冗余配置的WINCC服務(wù)器,負(fù)責(zé)集控系統(tǒng)與現(xiàn)場(chǎng)PLC的數(shù)據(jù)通訊,負(fù)責(zé)所有的監(jiān)控功能(如畫面、歸檔、報(bào)警、腳本等),所有監(jiān)控計(jì)算機(jī)作為WINCC服務(wù)器的客戶端,顯示監(jiān)控畫面和數(shù)據(jù)。配2套WINCC服務(wù)器可以合理的分擔(dān)服務(wù)器的負(fù)擔(dān),避免出現(xiàn)一臺(tái)服務(wù)器負(fù)擔(dān)過(guò)重的情況。DataMonitor服務(wù)器作為WinCC服務(wù)器的客戶端,他負(fù)責(zé)將WinCC的監(jiān)控畫面進(jìn)行發(fā)布。實(shí)時(shí)數(shù)據(jù)庫(kù)I/O服務(wù)器也是作為WinCC服務(wù)器的客戶端,它負(fù)責(zé)將所有的數(shù)據(jù)集中起來(lái),共Historian使用,也為上層管理系統(tǒng)的MES讀取數(shù)據(jù)做好準(zhǔn)備。實(shí)時(shí)數(shù)據(jù)庫(kù)服務(wù)器負(fù)責(zé)從實(shí)時(shí)數(shù)據(jù)庫(kù)I/O服務(wù)器中讀取相關(guān)的數(shù)據(jù),并保存在自己的實(shí)時(shí)數(shù)據(jù)庫(kù)中。Historian應(yīng)用及WEB服務(wù)器負(fù)責(zé)將保存在實(shí)時(shí)數(shù)據(jù)庫(kù)中的數(shù)據(jù)進(jìn)行各種分析和查詢,并以發(fā)布的方式提供給用戶。信息發(fā)布系統(tǒng)通過(guò)RS485和TCP/IP協(xié)議通訊將生產(chǎn)相關(guān)信息發(fā)布到現(xiàn)場(chǎng)LED顯示屏。集中監(jiān)控中心采用Siemens公司的WinnCC、DataMonitor、Historian完成生產(chǎn)過(guò)程數(shù)據(jù)實(shí)時(shí)采集、監(jiān)控、發(fā)布、存儲(chǔ)和分析等。
集中監(jiān)控中心網(wǎng)絡(luò)體系采用標(biāo)準(zhǔn)以太網(wǎng)將數(shù)采服務(wù)器、監(jiān)控計(jì)算機(jī)、管理計(jì)算機(jī)、工程師站、DataMonitor服務(wù)器、實(shí)時(shí)數(shù)據(jù)庫(kù)IO服務(wù)器、實(shí)時(shí)數(shù)據(jù)庫(kù)服務(wù)器及HistorianWeb服務(wù)器(另外還有管理數(shù)據(jù)庫(kù)服務(wù)器及管理Web服務(wù)器)組成一個(gè)內(nèi)部局域網(wǎng)。控制系統(tǒng)網(wǎng)絡(luò)采用工業(yè)以太網(wǎng),使用光纖和Siemens工業(yè)交換機(jī)連成光纖冗余環(huán)網(wǎng),數(shù)據(jù)采集服務(wù)器及各現(xiàn)場(chǎng)控制段共102套R(shí)IO站通過(guò)Siemens工業(yè)交換機(jī)連接到主干控制網(wǎng)絡(luò)上。數(shù)據(jù)采集服務(wù)器通過(guò)Siemens工業(yè)交換機(jī)與各現(xiàn)場(chǎng)控制段PLC之間實(shí)現(xiàn)數(shù)據(jù)交換。另外工程師站也可通過(guò)Siemens工業(yè)交換機(jī)對(duì)現(xiàn)場(chǎng)控制段PLC進(jìn)行編程維護(hù)。
制絲線自控集成及管控一體化系統(tǒng)項(xiàng)目配置及為滿足系統(tǒng)實(shí)時(shí)通訊性能,車間控制系統(tǒng)主干網(wǎng)絡(luò)采用1000M bit/s光纖環(huán)形冗余拓?fù)浣Y(jié)構(gòu),配SIEMENS公司千兆模塊化交換機(jī)將工程師站、數(shù)采服務(wù)器、PLC 控制主站等接入主干工業(yè)以太網(wǎng)絡(luò)。主干網(wǎng)交換機(jī)均采用SIEMENS公司模塊化帶管理功能SCALANCE 414-3E交換機(jī),便于網(wǎng)絡(luò)擴(kuò)展和調(diào)整,交換機(jī)之間通過(guò)多模光纖組成的1000M冗余環(huán)網(wǎng),作為監(jiān)控層與控制層間的通訊鏈路。
集中監(jiān)控中心通過(guò)接收MES系統(tǒng)或車間信息管理系統(tǒng)下達(dá)的生產(chǎn)調(diào)度計(jì)劃、工藝配方參數(shù)等信息,按計(jì)劃組織生產(chǎn)流程,根據(jù)分組加工實(shí)際需求選擇最佳工藝路線,監(jiān)視生產(chǎn)設(shè)備運(yùn)行狀態(tài)、物料流轉(zhuǎn)狀況,采集和顯示生產(chǎn)線上的過(guò)程生產(chǎn)數(shù)據(jù)和故障報(bào)警信息,控制生產(chǎn)線各關(guān)鍵工藝參數(shù),記錄重要工藝參數(shù)實(shí)時(shí)數(shù)據(jù),以趨勢(shì)圖和報(bào)表形式反饋相應(yīng)信息,同時(shí)按設(shè)定規(guī)則存儲(chǔ)到關(guān)系數(shù)據(jù),為信息管理系統(tǒng)數(shù)據(jù)統(tǒng)計(jì)分析提供基礎(chǔ)數(shù)據(jù)。
為了提高現(xiàn)場(chǎng)管理效果,根據(jù)需要在制絲線上采用LED漢字顯示屏,要求直觀、大方、醒目,且正確性、可靠性高、使用壽命長(zhǎng),環(huán)境適用性強(qiáng)。各個(gè)LED顯示屏是采用以太網(wǎng)通訊方式連接到控制計(jì)算機(jī)上的。控制計(jì)算機(jī)由中控室的管理計(jì)算機(jī)兼管,通過(guò)運(yùn)行LED顯示控制軟件來(lái)實(shí)現(xiàn)與LED屏幕的通訊。管理計(jì)算機(jī)將從數(shù)采服務(wù)器中獲得的實(shí)時(shí)數(shù)據(jù)和從數(shù)據(jù)庫(kù)中獲得生產(chǎn)信息經(jīng)過(guò)LED顯示控制軟件處理后發(fā)送到相應(yīng)的LED顯示屏。
各個(gè)LED顯示屏通過(guò)以太網(wǎng)連接到控制計(jì)算機(jī)上,控制計(jì)算機(jī)由中控室的管理計(jì)算機(jī)兼管,通過(guò)運(yùn)行LED顯示控制軟件來(lái)實(shí)現(xiàn)與LED屏幕的通訊。管理計(jì)算機(jī)將數(shù)采服務(wù)器中的數(shù)據(jù)獲得實(shí)時(shí)數(shù)據(jù)和從數(shù)據(jù)庫(kù)中獲得生產(chǎn)信息。經(jīng)過(guò)LED顯示控制軟件處理后發(fā)送到相應(yīng)的LED顯示屏。針對(duì)每個(gè)屏體,具備手工控制發(fā)送和自動(dòng)發(fā)送兩種模式。可在貯葉柜、白肋煙、膨脹煙段等處配置5個(gè)交換機(jī),各貯柜的條屏直接連接到交換機(jī)上,再與管理計(jì)算機(jī)通訊。
系統(tǒng)實(shí)現(xiàn)及關(guān)鍵技術(shù)
PROFINET一網(wǎng)到底:
PROFINET是PROFIBUS客戶、生產(chǎn)商與系統(tǒng)集成聯(lián)盟協(xié)會(huì)推出的在PROFIBUS與以太網(wǎng)間全開(kāi)放的通信協(xié)議。PROFINET是一種基于實(shí)時(shí)工業(yè)以太網(wǎng)的自動(dòng)化解決方案,它以一整套完整高性能并可升級(jí)的方式,可以為PROFIBUS及其他各種現(xiàn)場(chǎng)總線網(wǎng)絡(luò)提供以太網(wǎng)移植服務(wù)。PROFINET標(biāo)準(zhǔn)的開(kāi)放性保證了其長(zhǎng)遠(yuǎn)的兼容性與擴(kuò)展性,保護(hù)了用戶的投資與利益。PROFINET可以使工程與組態(tài)、試運(yùn)行、操作和維護(hù)更為便捷,并且能夠與PROFIBUS以及其它現(xiàn)場(chǎng)總線網(wǎng)絡(luò)實(shí)現(xiàn)無(wú)縫集成與連接。這種跨越供應(yīng)商的開(kāi)放式標(biāo)準(zhǔn)建立在工業(yè)以太網(wǎng)基礎(chǔ)之上,覆蓋了工廠自動(dòng)化的所有領(lǐng)域,它可以同時(shí)掛接傳統(tǒng)PROFIBUS系統(tǒng)和新型的智能現(xiàn)場(chǎng)設(shè)備,現(xiàn)有的PROFIBUS網(wǎng)段可以通過(guò)一個(gè)代理設(shè)備(proxy)連接到PROFINET網(wǎng)絡(luò)當(dāng)中,使整套PROFIBUS設(shè)備和協(xié)議能夠原封不動(dòng)地在PROFINET中。PROFIBUS一網(wǎng)到底即它可以一直延伸到企業(yè)現(xiàn)場(chǎng)設(shè)備控制層,被人們普遍認(rèn)為是未來(lái)控制網(wǎng)絡(luò)的最佳解決方案。北京卷煙廠制絲線自控集成及管控一體化系統(tǒng)就是采用了PROFINET一網(wǎng)到底的現(xiàn)場(chǎng)總線解決方案,整個(gè)自動(dòng)化控制系統(tǒng)使用了大量的帶PROFINET接口的變頻器和智能現(xiàn)場(chǎng)儀表。
分布式I/O站:
北京卷煙廠制絲線車間流水線分布于長(zhǎng)260米兩側(cè)并行排列的位置上,如果按傳統(tǒng)的集中控制方式進(jìn)行設(shè)計(jì),需要敷設(shè)大量的各類儀表通訊線纜,而且集控中心盤柜的接線及日后維護(hù)也將非常繁瑣,但借助于PROFINET現(xiàn)場(chǎng)總線技術(shù),整個(gè)制絲車間共使用了102個(gè)RIO站,儀表設(shè)備就近接入RIO站,然后RIO站通過(guò)網(wǎng)絡(luò)方式與集控中心交互,大大節(jié)省了線纜的使用量、減輕了系統(tǒng)維護(hù)的難度和較少了系統(tǒng)故障處理的時(shí)間。
生產(chǎn)控制:
為方便操作加強(qiáng)安全性,所有跟控制有關(guān)的功能集中在一個(gè)控制畫面里。比如葉組啟動(dòng)和停止、選柜、修改批號(hào)和牌號(hào)、切絲機(jī)選擇等集中放在同一畫面監(jiān)控操作。
集中監(jiān)視:
畫面以三維立體畫面實(shí)時(shí)模擬顯示各主設(shè)備運(yùn)行狀態(tài)。按生產(chǎn)流程將主設(shè)備、輔連設(shè)備和各測(cè)控點(diǎn)畫出,主設(shè)備像滾筒回潮機(jī)、加料機(jī)、烘絲機(jī)和流冷機(jī)等需標(biāo)示其運(yùn)行狀態(tài)及其相關(guān)參數(shù)。各測(cè)控點(diǎn)主要有振槽、皮帶、電子皮帶秤、水分儀、測(cè)溫儀、變頻器、行程開(kāi)關(guān)、光電開(kāi)關(guān)等,各測(cè)控點(diǎn)一般根據(jù)其實(shí)際位置顯示在監(jiān)控主畫面上。
單機(jī)模擬:
實(shí)時(shí)通過(guò)設(shè)備外形模擬圖及其詳細(xì)的管路圖來(lái)反映主要單機(jī)設(shè)備的運(yùn)行狀況、設(shè)備參數(shù)和工藝參數(shù)等。主設(shè)備像回潮機(jī)、加料機(jī)、烘絲機(jī)等有其設(shè)備模擬圖。畫面以單機(jī)設(shè)備模擬圖和其管路圖為主,顯示設(shè)備主要電機(jī)運(yùn)行狀態(tài)、相關(guān)參數(shù)(如入口水分、入口溫度、出口水分、出口溫度、電機(jī)頻率、加料流量累計(jì)量、蒸汽壓力等)以及整個(gè)單機(jī)設(shè)備所處狀態(tài),如回潮機(jī)的預(yù)熱、工作、停機(jī)等狀態(tài),加料機(jī)的預(yù)加料、加料、回料吹掃、清洗等狀態(tài),烘絲機(jī)的加壓、預(yù)熱、啟動(dòng)、生產(chǎn)、倒料、冷卻、停機(jī)等狀態(tài)。
貯柜信息:
各工藝段將貯柜集中在一個(gè)畫面里單獨(dú)管理,以各種形式顯示貯柜當(dāng)前生產(chǎn)的批號(hào)、牌號(hào)、運(yùn)行狀態(tài)(進(jìn)料、存料、出料、待料)、底帶頻率、底帶脈沖、進(jìn)料量/存料量、出料/存料百分比、進(jìn)料/出料開(kāi)始時(shí)間和結(jié)束時(shí)間等貯柜信息。同時(shí)各儲(chǔ)柜的批號(hào)、煙牌、進(jìn)/出料狀態(tài)、底帶脈沖可加密修改,即可糾正因異常情況導(dǎo)致的貯柜信息錯(cuò)誤,又能保證安全性,防止數(shù)據(jù)修改的隨意性。貯柜管理一般以列表的形式顯示各種數(shù)據(jù)和狀態(tài),也可以將貯柜模擬圖單獨(dú)放大顯示,將其相關(guān)數(shù)據(jù)標(biāo)注在周圍。
WINCC和STEP7的硬件診斷與監(jiān)控:
系統(tǒng)能自動(dòng)顯示PLC控制系統(tǒng)錯(cuò)誤信息,通過(guò)報(bào)警回路或自動(dòng)跳到報(bào)警畫面,借助SETP7硬件診斷功能和程序快速診斷和定位故障,實(shí)現(xiàn)網(wǎng)絡(luò)診斷、通訊診斷、腳本診斷、S7 300/400診斷、Profibus DP/PA從站診斷、ProfiNet IO設(shè)備診斷、WINCC過(guò)程診斷等功能,直接在人機(jī)界面上定位錯(cuò)誤并進(jìn)行糾正,快速診斷有故障的機(jī)器/設(shè)備。
在線診斷幫助:
顯示網(wǎng)絡(luò)(總線)故障診斷、電控器件故障診斷、生產(chǎn)設(shè)備故障診斷、工藝參數(shù)超差診斷、異常報(bào)警和提示、操作幫助及提示等信息。各診斷信息根據(jù)實(shí)際測(cè)控點(diǎn)位置在相應(yīng)畫面閃爍提示,并進(jìn)入報(bào)警記錄數(shù)據(jù)庫(kù),自動(dòng)彈出報(bào)警窗口顯示詳細(xì)的故障診斷信息,以便操作管理人員及時(shí)發(fā)現(xiàn)、快速定位各項(xiàng)報(bào)警,做出及時(shí)處理。
開(kāi)放性和擴(kuò)展性:
考慮到制絲線采用不同廠家的主機(jī)設(shè)備及其監(jiān)控系統(tǒng),各監(jiān)控子系統(tǒng)需要具有開(kāi)放的總線、協(xié)議及數(shù)據(jù)接口,緊密集成無(wú)縫連接,才能高效可靠的完成制絲生產(chǎn)線的集中監(jiān)控功能,保證生產(chǎn)的順利進(jìn)行和數(shù)據(jù)的完整有效性。例如集中監(jiān)控系統(tǒng)內(nèi)部接口設(shè)計(jì)各子系統(tǒng)都開(kāi)放了如下幾個(gè)功能模塊:當(dāng)前生產(chǎn)計(jì)劃信息(包括批號(hào)、煙牌編碼等)存儲(chǔ)模塊、下一生產(chǎn)計(jì)劃信息(包括批號(hào)、煙牌編碼等)存儲(chǔ)模塊、貯柜狀態(tài)信息(包括批號(hào)、煙牌編碼、柜狀態(tài)、進(jìn)料?等)存儲(chǔ)模塊等。
調(diào)試維護(hù)系統(tǒng):
隨著企業(yè)自動(dòng)化程度的提高,設(shè)備、儀器及軟件的調(diào)試和維護(hù)重要性不斷提高,為方便系統(tǒng)調(diào)試及維護(hù), 在中控室內(nèi)配置專門的工程師站計(jì)算機(jī)負(fù)責(zé)整個(gè)制絲線電控系統(tǒng)的PLC程序以及監(jiān)控程序的調(diào)試、診斷和維護(hù)。
系統(tǒng)效益分析
安全效益分析:
自控集成及管控一體化系統(tǒng)通過(guò)對(duì)生產(chǎn)相關(guān)的關(guān)鍵信息,如設(shè)備狀態(tài)、工藝狀態(tài)、物料狀態(tài)、環(huán)境狀態(tài)、能源品質(zhì)、生產(chǎn)工單、產(chǎn)量、消耗等進(jìn)行采集,并以直觀的形式表現(xiàn)出來(lái),供生產(chǎn)管理者,特別是生產(chǎn)調(diào)度人員實(shí)時(shí)了解當(dāng)前生產(chǎn)實(shí)況提供幫助,以便其做出正確的生產(chǎn)決策與指揮,同時(shí)診斷異常狀態(tài),及時(shí)發(fā)現(xiàn)故障苗頭并提前處理。
質(zhì)量效益分析:
自動(dòng)管控系統(tǒng)有力地保證了產(chǎn)品的質(zhì)量,提高生產(chǎn)管理的科學(xué)性:通過(guò)生產(chǎn)監(jiān)視系統(tǒng),實(shí)時(shí)了解制絲、卷接包生產(chǎn)和物流自動(dòng)化的等生產(chǎn)現(xiàn)場(chǎng)的情況,為做出及時(shí)合理決策提供依據(jù)。實(shí)現(xiàn)了全程生產(chǎn)跟蹤監(jiān)測(cè),滿足了MES根據(jù)相關(guān)法規(guī)和市場(chǎng)要求需要能提供生產(chǎn)物料的全程正向和逆向追溯功能的要求。
管理效益分析:
借助自動(dòng)管控系統(tǒng)車間可以改進(jìn)生產(chǎn)管理,提高產(chǎn)品質(zhì)量,加快新產(chǎn)品研發(fā)。管理人員可以更有效的管理生產(chǎn)數(shù)據(jù)和生產(chǎn)流程,車間工作人員可以得到系統(tǒng)的決策支持信息,同時(shí)動(dòng)化程度的提高減少了手工操作,這不僅節(jié)約了時(shí)間還大大降低了人工產(chǎn)生的錯(cuò)誤。
生效效率效益分析:
北京卷煙廠新制絲車間工藝流程、設(shè)備布局與自動(dòng)管控系統(tǒng)的結(jié)合使生產(chǎn)更加靈活性,有利于分組加工技術(shù)的研究與實(shí)施,突出原料特征,實(shí)現(xiàn)特色工藝,成品煙絲均勻性得到提高,自動(dòng)、高效、智能的控制系統(tǒng)和信息反饋系統(tǒng),使控制更加精確,操作更加簡(jiǎn)捷,信息反饋更加及時(shí),質(zhì)量更加穩(wěn)定,品質(zhì)更加優(yōu)質(zhì),極大地提高了北京卷煙廠的生產(chǎn)效率。
北京卷煙廠制絲線自控集成及管控一體化系統(tǒng)整體架構(gòu)圖
