S7-1200作為S7-200與S7-300有效補(bǔ)充,滿足低端客戶的多樣要求。本文通過S7-1200在紡紗機(jī)中的綜合應(yīng)用,讓大家對(duì)S7-1200有個(gè)初步的了解。首先介紹了該項(xiàng)目的工藝流程及控制要求, S7-1200的選型,實(shí)現(xiàn)紡紗機(jī)的自動(dòng)控制。S7-1200 is the complementarity for S7-200 and S7-300. The OEM customer can do much more function with S7-1200. This text is the S7-1200 appliction in spinning machine system. You will have a good view abot S7-1200 from this application. We will introduce the process and require of this project, the module select of S7-1200, and the debug of the project.

1 項(xiàng)目簡(jiǎn)介
該項(xiàng)目中S7-1200主要運(yùn)用在紡紗機(jī)的電氣控制部分。2個(gè)PLC和1個(gè)觸摸屏之間通過交換機(jī)來交換數(shù)據(jù),通過S7-1200的高速計(jì)數(shù)器來檢測(cè)電機(jī)的速度,通過一系列的運(yùn)算輸出到AO模塊來控制電機(jī)的轉(zhuǎn)速,從而完成紡紗機(jī)的自動(dòng)控制。
2 工藝流程介紹
3 方案確定
主要基于性價(jià)比、需要5路高速計(jì)數(shù)器、2個(gè)PLC和觸摸屏之間的通訊、方便組態(tài),最終選擇用SIMATIC S7-1200來完成該項(xiàng)目
4 產(chǎn)品硬件配置
5 軟件開發(fā)
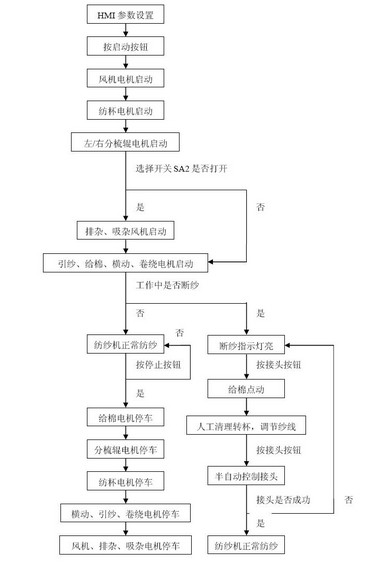
⑴開機(jī)啟動(dòng)順序:
No.1:風(fēng)機(jī)電機(jī)起動(dòng) (星/三角起動(dòng));
No.2:紡杯電機(jī)起動(dòng) (星/三角起動(dòng));
No.3:左/右分梳輥電機(jī)起動(dòng);
No.4:排雜減速電機(jī)、吸雜風(fēng)機(jī)電機(jī)起動(dòng) (若選擇開關(guān)SA2斷開,風(fēng)機(jī)將不起動(dòng));
No.6:上述電機(jī)運(yùn)轉(zhuǎn)并穩(wěn)速后,引紗和卷繞電機(jī)、給棉電機(jī)、卷繞橫動(dòng)電機(jī)將同時(shí)起動(dòng)。
⑵停機(jī)制動(dòng)順序:
No.1:喂棉電機(jī)停車;
No.2:分梳輥電機(jī)停車;
No.3:紡杯電機(jī)停車;
No.4: 橫動(dòng)電機(jī)、引紗和卷繞電機(jī)停車。
No.5:風(fēng)機(jī)電機(jī)、排雜、吸雜風(fēng)機(jī)電機(jī)停車;
No.6:待機(jī)器的轉(zhuǎn)動(dòng)部件全部靜止后,斷開電源開關(guān)
⑶工藝參數(shù)實(shí)現(xiàn)過程:
(一)、 面板輸入?yún)?shù)
①正常啟動(dòng)部分
在控制面板中需要輸入的參數(shù)有:1、紗線品種(tex): 棉條號(hào)數(shù)(tex):紗線捻度(T):
轉(zhuǎn)杯軸承直徑(0:8.9 1:10) 喂棉齒輪比(0:26/48 1:48/26 2:48/48) 卷繞角(30-40):
接頭時(shí)間參數(shù)(沉紗時(shí)間 落筒時(shí)間)
實(shí)際計(jì)算過程: V引紗= N轉(zhuǎn)杯/ T
E牽伸=棉條號(hào)數(shù)/紗線號(hào)數(shù)
V喂給= V引紗/E牽伸
其余參數(shù)根據(jù)相關(guān)參數(shù)自動(dòng)計(jì)算(例如:橫動(dòng)電機(jī)頻率)
②單機(jī)調(diào)試部分(單個(gè)機(jī)構(gòu)調(diào)試)
(二)、運(yùn)行原理
①風(fēng)機(jī)電機(jī)起動(dòng) (星/三角起動(dòng))【50HZ或按輸入頻率啟動(dòng)(加變頻器)】;
②紡杯電機(jī)起動(dòng) (星/三角起動(dòng))【50HZ或按輸入頻率啟動(dòng)(加變頻器)】;
③左/右分梳輥電機(jī)起動(dòng)【50HZ或按輸入頻率啟動(dòng)(加變頻器)】;
④排雜減速電機(jī)、吸雜風(fēng)機(jī)電機(jī)起動(dòng) (若選擇開關(guān)SA2斷開,風(fēng)機(jī)將不起動(dòng));
⑤上述電機(jī)運(yùn)轉(zhuǎn)并穩(wěn)速后,引紗和卷繞電機(jī)【按計(jì)算值啟動(dòng)】、給棉電機(jī)【按計(jì)算值啟動(dòng)】、卷繞橫動(dòng)電機(jī)【按計(jì)算值啟動(dòng)】將同時(shí)起動(dòng)。
⑥其中轉(zhuǎn)杯速度變化后引紗速度相應(yīng)變化;引紗和喂給閉環(huán)。
⑷各機(jī)構(gòu)傳動(dòng)
①引紗、卷繞傳動(dòng)過程:
說 明:引紗電機(jī)(7.5KW四極)——同步帶輪40/48——同步帶輪40/40——引紗羅拉周長(zhǎng)3.1415*0.040(單位:米)(軸上裝有編碼器測(cè)速)
計(jì)算公式:V引紗=N電機(jī)*(40/48)*3.1415*0.040*修正系數(shù) 【初始為1(跟測(cè)速有誤差是調(diào)整)】
F引紗=( N電機(jī)/1440)*50*修正系數(shù)【初始為1】
注:N電機(jī):實(shí)際轉(zhuǎn)速 F引紗:引紗電機(jī)頻率 V引紗作為后續(xù)計(jì)算用
②喂給傳動(dòng)過程:
說明:喂給電機(jī)(3KW四極【軸上裝有編碼器測(cè)速】)——同步帶輪26/48、48/26、40/40——同步帶輪34/60——羅拉傳動(dòng)比1/23——羅拉周長(zhǎng)3.1415*0.025(單位:m)
計(jì)算公式:
1.1、V喂給=N電機(jī)*(26/48)*(34/60)*(1/23)*3.1415*0.025*修正系數(shù)【初始為1】
1.2、V喂給=N電機(jī)*(48/26)*(34/60)*(1/23)*3.1415*0.025*修正系數(shù)【初始為1】
1.3、V喂給=N電機(jī)*(40/40)*(34/60)*(1/23)*3.1415*0.025*修正系數(shù)【初始為1】
2、F喂=( N電機(jī)/ 1440)*50*修正系數(shù)【初始為1】
注:N電機(jī):實(shí)際轉(zhuǎn)速 F喂:喂給電機(jī)實(shí)際頻率
喂給速度范圍:0.45米/分~4.5米/分
③轉(zhuǎn)杯傳動(dòng)過程:
說明:轉(zhuǎn)杯電機(jī)(30KW 兩極)——工藝輪(可換)【或變頻調(diào)整】——龍帶傳動(dòng)輪(直徑180mm)【測(cè)速點(diǎn)】——轉(zhuǎn)杯轉(zhuǎn)速(45000轉(zhuǎn)/分~95000轉(zhuǎn)/分)
計(jì)算公式:1、轉(zhuǎn)杯速度=測(cè)量的轉(zhuǎn)速*(180/10)
2、轉(zhuǎn)杯速度=測(cè)量的轉(zhuǎn)速*(180/8.9)
傳動(dòng)示意:④分梳傳動(dòng)過程:
說明:分梳電機(jī)(5.5KW 四極)——工藝輪(可換)【或變頻調(diào)整】——龍帶張緊輪(直徑120mm)【測(cè)速點(diǎn)】——分梳輥轉(zhuǎn)速(5000轉(zhuǎn)/分~9000轉(zhuǎn)/分)
計(jì)算公式:分梳輥轉(zhuǎn)速=測(cè)量的轉(zhuǎn)速*(120/28)
⑤橫動(dòng)傳動(dòng)過程:
說明:橫動(dòng)電機(jī)(2.2KW 六級(jí))卷繞角為30~40。
V橫動(dòng):橫動(dòng)速度 V引紗:引紗速度 a:卷繞角 N電機(jī):電機(jī)轉(zhuǎn)速 F電機(jī):電機(jī)頻率
V橫動(dòng)=V引紗*sin(a/2)
N電機(jī)=(V橫動(dòng)/0.3)*10
F電機(jī)=(N電機(jī)/1400)*50*修正系數(shù)【初始為1】
引紗速度范圍:45~180米/分 卷繞角范圍:30~40°(可以有一位小數(shù)輸入) 電機(jī)頻率范圍:15~60Hz
⑸中段半自動(dòng)接頭
機(jī)器具有半自動(dòng)接頭功能,每錠都配有斷紗傳感器(SQxx)和接頭按鈕(SBxx),同時(shí)每10個(gè)紡紗位(每個(gè)中段的左面或右面)有一個(gè)公用的斷紗指示燈(Hxx)。
上述檢測(cè)、操作器件和機(jī)器設(shè)置的工藝參數(shù)(包括設(shè)置的接頭參數(shù))實(shí)(一)、現(xiàn)機(jī)器半自動(dòng)生頭、接頭的控制操作:
1、斷紗顯示——機(jī)器剛啟動(dòng)完成尚未生頭或紡紗中間發(fā)生斷紗后,其相應(yīng)的斷紗指示燈會(huì)點(diǎn)亮。提示操作人員接頭;在同一個(gè)機(jī)節(jié)面(左面10錠或右面10錠)發(fā)生多個(gè)斷頭時(shí)指示燈一直點(diǎn)亮,直至該面沒有斷頭才熄滅;
2、第一次按接頭按鈕——手動(dòng)喂棉:按時(shí)則喂棉,松開則停止;
3、清理轉(zhuǎn)杯;
4、調(diào)節(jié)紗線末端長(zhǎng)度(引紗長(zhǎng)度),并投入引紗管中;
5、第二次按接頭按鈕——按動(dòng)觸發(fā)半自動(dòng)接頭控制程序,完成接頭;
6、接頭成功——紡紗器正常紡紗;
7、接頭失敗——重復(fù)上述接頭過程,直至成功。
(二)、需要進(jìn)行時(shí)間控制的原件
1、給棉羅拉
2、沉紗電磁鐵
3、落筒電磁鐵
沉紗時(shí)間T1 落筒時(shí)間 T2 按第一次按鈕給棉羅拉同步喂棉,松開即停止;然后開始準(zhǔn)備過程;后按第二次按鈕,給棉羅拉開始持續(xù)喂棉,T1時(shí)間后沉紗電磁鐵動(dòng)作,完成成紗動(dòng)作;第二次按鈕啟動(dòng)開始T2時(shí)間后,落筒電磁鐵開始動(dòng)作,完成沉紗動(dòng)作。
⑹S7-1200部分模塊接線圖
6 應(yīng)用體會(huì)
SIMATIC S7-1200 控制器的使用對(duì)項(xiàng)目、產(chǎn)品、個(gè)人以及公司等方面有何影響。
極為方便的以太網(wǎng)通信。使用普通的以太網(wǎng)電纜,可以下載和監(jiān)控,提供了筆記本電腦與PLC通信的最簡(jiǎn)單的方法。
指令系統(tǒng)的設(shè)計(jì)簡(jiǎn)單合理。
STEP 7 Basic采用與西門子人機(jī)界面的組態(tài)軟件WinCC flexible類似的多窗口界面,同時(shí)顯示項(xiàng)目樹窗口、程序區(qū)、組態(tài)和顯示信息的巡視窗口,以及指令表或人機(jī)界面的對(duì)象列表等。軟件的使用極為方便,例如可以將變量表和塊的接口區(qū)中的局部變量直接拖放到梯形圖中。軟件很容易上手。
各種硬件、網(wǎng)絡(luò)和參數(shù)采用形象直觀的圖形和表格組態(tài)的方法來設(shè)置。比S7-200的“向?qū)А惫δ芎拖到y(tǒng)塊更為直觀和方便
集成的WinCC Basic的功能和界面與WinCC flexible基本上相同。PLC與精簡(jiǎn)系列面板在同一個(gè)項(xiàng)目中組態(tài)和編程,人機(jī)界面可以直接使用PLC的變量。指示燈比WinCC flexible的更好用。有人機(jī)界面仿真功能。
通信功能極強(qiáng),以太網(wǎng)接口可以實(shí)現(xiàn)S7-1200與計(jì)算機(jī)或精簡(jiǎn)系列面板的通信,S7-1200之間的通信,S7-1200與S7-200、S7-300/400的通信,S7-1200與WinCC的OPC通信。
7 意見與建議
只有梯形圖和功能塊圖語言,沒有語句表語言,不能仿真,希望能出個(gè)仿真軟件。
