眾泰涂裝電控項目是為眾泰汽車位于常州金壇工廠的涂裝車間做電控系統的,系統涵蓋了工藝和輸送兩大塊,其中工藝又分為前處理、電泳、電泳烘干、膠烘干、中涂噴漆、中涂烘干、面漆噴漆、罩光噴漆和面漆烘干等9大系統,輸送又分為A0懸鏈輸送系統、A1~A6地面輸送系統等7大系統,總共16大系統。
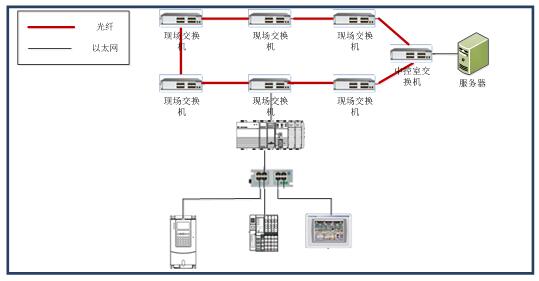
每個系統都是以AB PLC為控制核心,搭配兩塊以太網卡,一塊網卡用來連接PMC的上層網絡,PMC的上層網絡通過現場布局的7個光纖交換機環網組成,各系統之間也通過此網絡進行通訊交互數據;另一塊網卡用來連接柜內底層的電氣設備,如變頻器、遠程1734-IO站、觸摸屏等。
系統實現的是全自動化控制,從焊裝接車自動轉掛上懸鏈開始,輸送系統將車送進前處理、電泳,同時輸送系統與工藝系統通過以太網通訊交互數據,車到達相應位置工藝系統相對應的工藝控制啟動,自動完成各工段工藝,電泳后通過地面輸送系統輸送依次通過電泳烘干、PVC涂膠、膠烘干等,在這過程中工藝的各烘干系統與燃燒器系統交互信號,控制點火、并通過閥門開度來控制烘干溫度,然后進入中途噴漆室,在噴漆室里工藝系統保證風壓、循環水等適合噴漆的條件,輸送系統保證每輛車的節距,并與噴漆機器人進行信號交互,確保自動噴漆完成,之后再通過輸送系統輸送依次進入中涂烘干、面漆噴漆、罩光噴漆、面漆烘干等工藝段,最后輸送進入精修室檢查之后,進入報交工位換橇將車交給總裝。
整個涂裝廠分為三層,范圍很大,為便于分散集中控制、就近操作,每個系統均設置一個MCP柜、若干個VFP柜、OP操作臺及按鈕盒,保證數據及控制的實時性,各柜內的變頻器、IO站都通過以太網連接到MCP柜的PLC上,通過AB的RSLogix5000編程下載到PLC中,程序輸出控制現場各設備的啟停而達到自動控制的目的。各柜子及操作臺均有狀態指示塔燈,可及時知悉系統運行情況,詳細的運行情況可以在MCP柜的觸摸屏上查看。
另外,為便于車型信息傳遞、車體追蹤,在接車轉掛的地方開始就在關鍵工位(如噴漆室入口、轉掛、交車等位置)設置有RFID站, RFID網關通過讀寫頭往安裝在橇體上的載碼體讀或寫車體信息,根據車體信息在存儲區進行分類分流存儲,在噴漆室將車型信息傳遞給機器人系統。為了查看和維護車體的RFID信息,在車間及中控室分布了6個PMC客戶端,可以在上面查看的到車體位置及信息,在PMC上也可以查看各設備信息。
項目從15年9月份進廠開始安裝,12月底系統上線,到16年1月份已經達到每天一班生產300臺的產量要求了,目前系統運行穩定,為眾泰給市場月供萬輛車提供了保障。
