摘 要 :本文介紹由PLC和檢測儀表構成的螺桿式壓縮機控制系統。此系統是結合實際應用情況,對螺桿式壓縮機控制系統進行的改造升級。使用結果表明,該系統操作合理,實時數據記錄和顯示方便直觀,系統運行更加安全穩定。
1 引言
螺桿式壓縮機廣泛應用于礦山、化工、動力、冶金、建筑、機械、制冷等行業,具有可靠性高和適用性強等優點,逐步替代了其他類型的壓縮機。統計數據表明,螺桿式壓縮機的銷售量已占所有容積式壓縮機銷售量的80%以上。今后,螺桿式壓縮機的市場份額仍將不斷擴大,特別是無油螺桿式壓縮機會獲得更快的發展。
2 螺桿式壓縮機的基本工作原理
螺桿式壓縮機屬于容積式壓縮機。螺桿式壓縮機氣缸內裝有一對相互嚙合的螺旋形陰陽轉子,兩個轉子都有幾個凹形齒,兩者互相反向旋轉。轉子之間和機殼之間的間隙僅為5~10絲,主轉子又稱陽轉子或凸轉子,由發動機或電動機驅動,其中大多數由電動機驅動。另一轉子又稱陰轉子或凹轉子,由主轉子通過噴油形成的油膜進行驅動,或者由主轉子端和凹轉子端的同步齒輪驅動。
螺旋轉子凹槽經過吸氣口時充滿氣體。當轉子旋轉時,轉子凹槽被機殼壁封閉,形成壓縮腔室。當轉子凹槽封閉后,潤滑油被噴入壓縮腔室,起到密封、冷卻和潤滑作用。當轉子旋轉壓縮油氣混合物(即潤滑劑和空氣的混合物)時,壓縮機室容積減少,向排氣口壓縮油氣混合物。當壓縮腔室經過排氣口時,油氣混合物從壓縮機排出,完成一個吸氣、壓縮和排氣過程。螺桿式壓縮機的工作循環可以分為吸氣、壓縮和排氣三個過程。隨著轉子的旋轉,每對相互嚙合的齒相繼完成相同的工作循環。
3 螺桿式壓縮機控制系統硬件設計
早期的螺桿式壓縮機自控系統所安裝的儀器儀表安裝在現場儀表箱內,無遠程儀表,靠人工現場操作。通過現場的壓力開關、差壓開關和溫度開關與電氣柜配合來控制壓縮機的啟動和停車操作。而溫度、壓力、差壓開關和電氣的接觸器、時間繼電器等互相配合,實現壓縮機的自動保護連鎖功能,保障壓縮機平穩安全運行。這種控制方式的缺陷比較明顯,因為操作人員無法詳細了解壓縮機的具體運行狀況,而且此類儀表穩定性較差,精度也較低。
為了解決上述這些缺陷,本控制系統的硬件部分由PLC、監測儀表、輸入設備、輸出設備和觸摸屏等組成。現場數據采集采用遠程儀表,用壓力變送器、熱電阻來替換原來的壓力開關、差壓開關、溫度開關和現場溫度計,實現數據遠傳,提高測量精度。控制部分采用PLC和HMI,利用PLC強大的邏輯控制和上位機的記錄分析功能,畫面友好直觀,實現數據集中顯示和操作,完善機組安全連鎖保護功能,提高操作控制性能。既可以保障集中安全運行,又能夠使操作人員詳細了解機組的運行狀況。螺桿式壓縮機控制系統硬件結構示意圖如圖1所示。
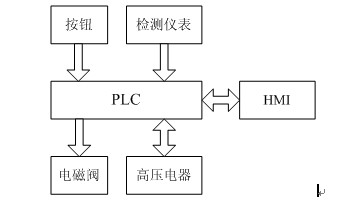
圖1 螺桿式壓縮機控制系統硬件結構示意圖
可編程控制器采用和利時公司的LM 3109,改模塊I/O包括24通道24VDC輸入/16通道繼電器輸出,最大可以擴展7個擴展模塊,用戶程序存儲空間為120K字節,掉電保持區為6K字節;擁有密碼保護和實時時鐘;定時器計數器不限點;基本指令340條,擴展指令為47條;通訊接口包括一個RS232和一個RS485;支持專有協議(僅RS232)/MODBUD RTU協議/自由協議。觸摸屏用于工作狀態、數據已經報警顯示和參數設定及遠程控制。
4 螺桿式壓縮機控制系統軟件設計
螺桿式壓縮機的負荷調節由6臺電磁閥來實現。每臺電磁閥的開度可以為25%、50%、75%、100%。壓縮機加載時,工作時間少的先開啟,然后按照25%、50%、75%、100%四個能級依次開啟。壓縮機卸載時,工作時間多的先卸載,然后按照100%、75%、50%、25%四個能級依次關閉。需要注意的是,在25%能級時,先關閉壓縮機,延遲一定時間后再關閉25%電磁閥。螺桿式壓縮機控制系統的主程序流程圖如圖4所示,加載和卸載流程圖如圖5所示。
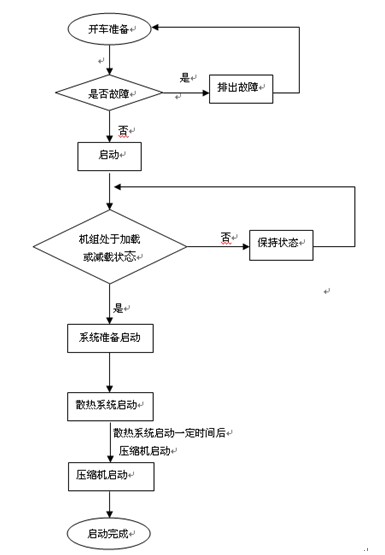
圖4 螺桿式壓縮機控制系統的主程序流程圖
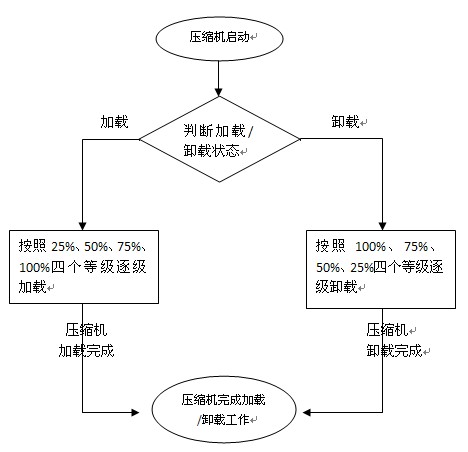
圖5 螺桿式壓縮機加載和卸載流程圖
5 結論
本文介紹了基于和利時LM系列PLC的螺桿式壓縮機控制系統。采用此控制系統,壓縮機的工作狀況得到了改善。特別是觸摸屏的使用,可以對壓縮機的能量級和工作狀況進行修改,使得系統的運行更加穩定和安全。
參考文獻
[ 1 ] 和利時LM系列PLC硬件手冊
[ 2 ] 董天祿,螺桿式制冷機組及應用;機械工業出版社
作者簡介:范戰松,北京和利時自動化驅動技術有限公司,市場拓展部,技術支持組,技術支持工程師。
