1引言
在本項目中此藥廠的每個生產模塊過去和現在都按照GMP標準進行生產,但控制技術并沒有完善,所設計的生產模塊均伴有手動配方輸入和儀表測量操作環節。因此,該生產模塊成為了第一個需要升級改造的對象。
此外,由于每個環節的控制系統相對獨立,生產部門要求提高整個工廠的操作自動化和可視化程度。因此,在2009年第3季度引入了以貝加萊PP420觸控屏為核心的自動化系統。新系統將基于S88標準的模塊化控制系統與全廠范圍內的控制網絡以及公司的企業網集成在一起。
2工藝描述
以秤重和配料為例,共有6個罐并行生產多種批號的產品。由于該產品批號具有很強的可變性,往往在連續生產一段時間后需要清洗設備,重新更換配料量,以生產其它批號的產品。因為它們的基本工藝過程是一致的。
從投入的生產線來看,在配料進入到該線A罐初始階段前,就必須檢查B/C/D這幾個罐是否已經正常完成了上一配方的進料,并且罐內的壓力、溫度是否已達到了工藝預設值。每種產品在其每一生產步驟中都有很嚴格的反應條件檢測,一旦有連鎖發生,工藝會要求控制程序根據不同的連鎖原因轉入到相應的子步驟中去,直到連鎖條件完全解除,才能繼續該生產線的運行。
3 Batch系統設計
傳統的Batch應用最初來自DCS的高級應用, 如應用Emerson的DeltaV, Honeywell的PKS, Siemens的PCS7等系統。由于batch自身結構的要求,為它提供的計算機控制系統和控制器必須具有界面顯示、數據庫平臺上的信息集成和組態式軟件模塊化編程等功能。傳統的DCS系統基本上都能夠滿足上述要求,但是一般中、低檔的PLC系統卻很難滿足這樣的結構要求,因為PLC無論結合組態軟件還是觸摸屏都要求在雙方的接口上定義通訊和數據庫地址等。這就使得PLC在batch的應用領域中寥寥無幾。而PP420觸控一體機則很好地滿足上述的幾點基本要求,因為PP420本身就是一臺可編程計算機控制器,同時也具備HMI的人機交互功能。
3.1硬件構架
根據批量控制的工藝需求和所需要控制的I/O點數以及現場操作特點,構成了以下中藥生產批處理系統,其硬件系統結構如圖1所示。
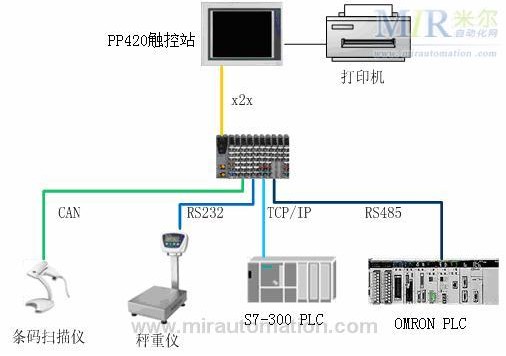
圖1 硬件系統結構圖
該系統主要由一臺PP420一體式觸控站及打印機、一臺BR9300總線連接器、一臺西門子的S7-300 PLC(含若干I/O模塊)、一臺OMRON PLC(含若干I/O模塊)、一臺稱重儀表和數臺條碼掃描儀組成。它們通過內置的各種通訊接口卡(RS232/RS485/TCP-IP/CAN)與總線連接器組成工業數據通信網絡。其中,PP420一體式觸控站作為該系統的核心,批量軟件的服務器端和客戶端,承擔工藝過程建模、批量的運行、配方管理、批量歷史數據庫、報表及安全性、查詢批量運行狀態、設定批量運行過程中的有關參數等任務。此外,通常當系統正常運行時,它作為工藝操作員的一個獨立的人機界面,也擔任直接操作現場作業的任務。
與底層PLC的模擬量和數字量I/O模塊結合,該觸控站還是完成現場測控的主要環節,執行所有的連續量控制、邏輯控制以及批量功能塊的參數設置和采集,通過下掛PLC的I/O模塊實現對工藝過程的數據采集和批量控制。
3. 2 Batch軟件設計
3.2.1工藝建模
根據批量生產的工藝要求,建立適當的模型,是所有的批量軟件工程師需要面臨的一個至關重要的問題。模型的好壞會直接影響到今后日常應用中工藝工程師對批量牌號庫、參數修改的便捷性,并涉及到新產品、新配方的創建。
在運用Automation studio建模的過程中,使用的是C語言獨特的模塊結構編程方式,對各個裝置通過定義模塊à函數à結構體à成員形式,定義好裝置的名稱(UNIT)、裝置之間的聯系(Connections),還需要將裝置按照相似的性質及生產能力進行過程級別分類(Process Class)。在相應的過程級別下定義若干個PHASE,PHASE將直接作用于過程控制,根據測量條件控制閥門的開閉和閥位的變化。但是,這里最為重要的還是必須確保用戶建模的基本準確性。Automation studio軟件為用戶提供了有效的Batch組態控制環境SFC編程語言(如圖2所示)并要求Batch軟件編程工程師在不同的組態階段,使用該軟件提供的途徑做好有效性的驗證工作。

圖2
3.2.2 控制邏輯封裝
Automation studio軟件本身包含了一種數據管理軟件,批量管理控制則是通過工程師編寫C語言程序來建立UNITàPROCESS CLASSàPHASE這些功能的。其中最重要的就是PHASE,設備的PAHSE來用來控制和監視批量的執行的。
PHASE是獨立的一段過程控制程序,它直接作用于生產設備的行為。盡管PHASE存在于不同的地方,但批量管理系統和PHASE之間的接口是一定的,該項目在使用Automation studio所帶有的自定義庫管理的基礎上,通過建立功能塊的形式,在接口輸入和輸出參數上定義通用的接口,而對不同的參數類型,通過不同結構體的指針來實現多態編程,如圖3所示。

圖3
3.2.3 配方管理
通過AutomationStudio軟件中創建結構數組的方式來搭建配方編輯結構。配方結構完全符合ISA S88.01標準(美國儀表協會標準)。每個配方由四部分構成:配方頭、設備要求、公式、過程。其代碼舉例如下:
struct recipe
{
unsigned long elem1; /* 元素1 */
unsigned long elem2; /* 元素2 */
unsigned long elem3; /* 元素3 */
unsigned long elem4; /* 元素4 */
unsigned long elem5; /* 元素5 */
};
struct recipe rec_arr[20]; /* 聲明配方結構定義配方數組*/
配方編輯器采用PP420觸控一體機的人機界面圖形化方式,為用戶創建了一個極其直觀、人機友好交互的組態環境。在這個環境中,工藝人員可以根據當前的產品生產的需求,在第一時間內快速改變相關配方的參數及流程,達到預設的目標。其編輯圖形界面如圖4所示。

圖4
3.2.4 電子記錄
為了實現采用電子記錄的工藝要求,也為了替換一個所有記錄都采用人工錄入的手動系統,編制了一套通過Batch系統記錄電子信息確認和批次記錄的方法,采用了輸入用戶名和密碼的方式來記錄當前用戶的行為。在PP420中,所有具有可操控功能的控件,都編寫了其記錄腳本,一旦某個當前用戶進行了任何操作,系統將記錄當前時間、操作行為和該用戶名。另外,原料的秤重也必須經過兩個人確認(一個確認,一個審核),系統能夠使用多個電子簽名。因此,在一個過程的各個階段它都會在執行任何操作之前要求操作者進行電子簽名,還能通過PP420的圖形界面查看所有的電子記錄,當配料通過條形碼識別器被添加進去時,系統會自動查找產品資源和可用原材料之間的關系。它也會為每一個批處理過程產生唯一的識別數量,并投放相應數量的帶條形碼的配料。當配料添加進來時,它們會被通過條形碼掃描器掃描和確認。電子記錄的最大優點就是它不允許無序操作,減少了人為錯誤發生的機率。
4結束語
該批量軟件不僅能幫助操作員更方便地查詢現場的數據,應對生產過程中的突發事件,而且也減輕了儀表工程師對系統的維護工作量。對于工藝工程師來說,PP420可以使他們獨立于自控維護人員,自行根據工藝需求修改配方。自從該中藥工廠使用批量控制系統以來,所表現出來的高的產品生產效率、穩定的設備運行狀態、簡捷的操作和完整的歷史數據記錄等優勢使其產品質量和產量都得到了很大的提高,工廠效益也得到了改善。表明PP420觸控一體機對于中小型Batch控制系統具有先進、可靠、經濟、靈活等顯著優點。