前言
每個細節(jié)的精益求精是每個卓越企業(yè)的追求,這就是為什么在超市里我們看到百威、青島啤酒越來越精美的外包裝,這是吸引消費者的關鍵一環(huán),除了啤酒的品質(zhì),外包裝的精美也體現(xiàn)著生產(chǎn)者對于細節(jié)品質(zhì)的把握與追求,這也給印刷機帶來了新的機會。
另外,啤酒飲料行業(yè)對于環(huán)保的要求也更為苛刻,為了保證生產(chǎn)過程中對人體的危害的降低,環(huán)保印刷也被更多的關注,這也使得柔版印刷相對于膠印和凹版印刷的優(yōu)勢逐漸得到體現(xiàn)。
一、系統(tǒng)需求
寬幅柔版在以前是非常困難的,因為其機械加工和控制的要求均較高,因此,在很長一段時間里,寬幅柔版都沒有得到大力的發(fā)展,目前,該機型主要被用于瓦楞紙面紙的印刷,采用這一項印刷流程的被稱為“預印技術”而相對的,在瓦楞紙板生產(chǎn)后的印刷則為“后印技術”,相對于后印技術,預印技術有其獨到的優(yōu)勢:
● 預印技術效率高,質(zhì)量好-對于瓦楞紙板的印刷而言,預印技術則將印刷好的面紙與瓦楞線聯(lián)動,可以直接生產(chǎn)出紙箱,而無需像后印技術要轉(zhuǎn)移到開槽印刷機上,這樣效率會更高,并且,不同于后印技術,它不會對瓦楞紙造成壓力,從而影響瓦楞紙箱的強度。
● 環(huán)保-柔版印刷采用水性油墨,其對環(huán)境污染相對于油性油墨而言更為環(huán)保,對空氣和生產(chǎn)車間的人影響更小。
● 幅面更大-對于寬幅柔版來說1200mm~2200mm的印刷幅面可以提供大件包裝容器的表面印刷,并且它也能通過分切提供同時多種產(chǎn)品的印刷。
該系統(tǒng)要求達到的印刷速度為300m/min,印刷精度+/-0.1mm,幅寬1200mm。
二、系統(tǒng)原理與構(gòu)成
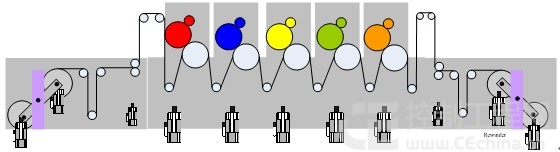
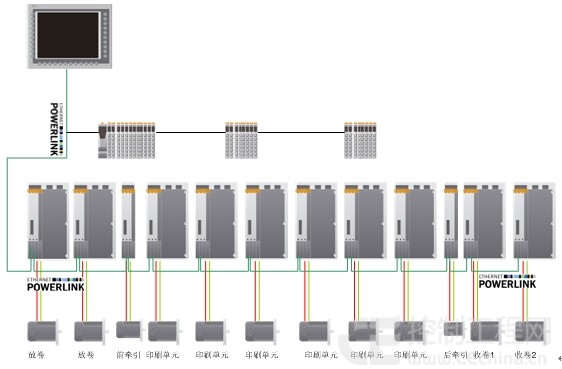
機器由放卷、前牽引單元、印刷色組(一般不超過9色)、后牽引單元、收卷單元構(gòu)成。
2.1放卷單元
放卷部分主要是由氣剎加上一個張力擺輥組成,材料卷紙芯通過氣脹軸放在放卷架上,在氣剎剎車氣壓為零時,材料卷和氣脹軸一起可以自由轉(zhuǎn)動;在正常工作時,是通過調(diào)節(jié)氣壓(比例閥:0~10VDC表示氣壓由小到大)來調(diào)節(jié)剎車力量來控制放卷的張力大小,具體原理圖如下:
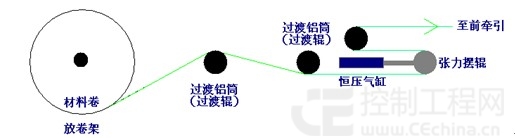
其中張力擺輥保持恒定的推力(氣缸中的氣壓恒定),在正常運行中,我們通過PID調(diào)節(jié)氣剎的氣壓,使張力擺輥停留在設定的位置(張力擺輥的位置由安裝在擺輥上的電位器來檢測,0~10V表示,一般把中間值調(diào)節(jié)為5V),這樣就保持了放卷的恒張力,這也是材料進入印刷前的第一級張力控制。
2.2前牽引部分:
前牽引部分是由前牽引電機、前牽引輥、前牽引壓輥加上一個張力擺輥組成。前牽引部分的作用就是以恒張力把印刷材料送入到印刷部。工作原理圖如下:

牽引輥由牽引電機驅(qū)動,牽引壓輥在正常運行時壓在牽引輥上,防止材料滑動。在正常運行時,通過PID調(diào)節(jié)前牽引電機的速度來控制張力擺輥在設定位置,從而保持材料張力的恒定。這是材料進入印刷部分之前的第二級張力控制。同時前牽引壓輥也起到張力隔離的作用,放卷部分的張力波動可以被隔離。
2.3印刷部分
印刷部分由色組組成,7個色就是有7色組;每個色組由色組電機、底輥、版輥、進墨輥組成。色組電機通過減速箱驅(qū)動底輥,版輥、底輥、進墨輥通過齒輪靠在一起。工作的原理圖如下:

版輥、底輥、進墨輥是通過齒輪配合來保證表面線速度的一致;在開始印刷之前,版輥和底輥之間是有間隙的,版輥是處于升起的狀態(tài),此時版輥表面和印刷材料是不接觸的,當降下版輥之后,版輥表面與被承印材料表面保持輕接觸,根據(jù)印刷的圖案效果可以調(diào)節(jié)版面與材料之間的接觸壓力。降版輥是版輥、進墨輥一起下降,退版輥的順序是:先停止進墨輥轉(zhuǎn)動2秒種,然后再退版輥,保持版輥退信號和進墨輥停止信號2秒,然后兩個信號都復位。正常印刷時,印刷的所有色組保持嚴格的位置同步,所有色組標定要完全相同。在色組與色組之間就是每個色組印后的加熱部分,采用熱風加熱;熱風由總吹風機出來;每個色組都分別有加熱器,分快熱和慢熱兩種方式。加熱類型有電熱絲和蒸汽兩種。
2.4后牽引部分:
后牽引部分是由后牽引電機、后牽引輥、后牽引壓輥加上一個張力擺輥組成;后牽引部分的作用就是以恒張力把承印材料引出印刷部分。工作原理圖如下:
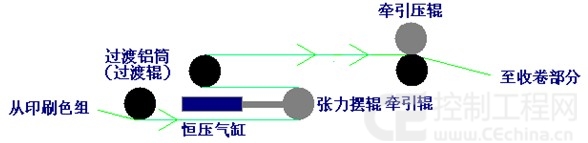
張力擺輥裝在最后一個色組和后牽引之間,和前牽引一樣,正常運行時,牽引壓輥也是壓在牽引輥上,防止材料滑動。同時起到張力隔離的作用;系統(tǒng)根據(jù)擺輥的設定位置通過PID調(diào)節(jié)后牽引電機的速度來使擺輥穩(wěn)定在設定位置,以達到后牽引張力的穩(wěn)定。
2.5收卷部分:
柔版印刷機采用的是表面摩擦收卷的方式,收卷部分主要由張力擺輥、摩擦輥、被動的氣脹軸組成。其工作原理圖如下:
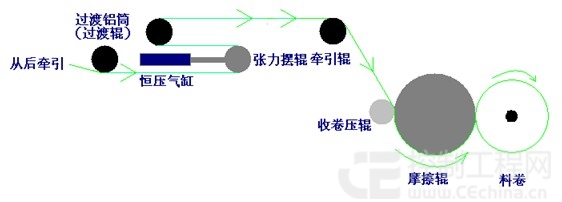
摩擦輥由第三方異步電機驅(qū)動,電機采用ACOPOS或矢量變頻器帶動,正常工作時,收卷壓輥把材料壓在摩擦輥面上,收料卷也壓在摩擦輥面上;系統(tǒng)通過張力擺輥的設定位置和實際位置比較通過PID調(diào)節(jié)摩擦輥驅(qū)動電機的轉(zhuǎn)速,控制張力擺輥穩(wěn)定在設定位置,以達到恒張力收卷。摩擦輥和壓輥都是軟性的橡膠輥。
三、關鍵技術與解決方案
3.1集成套色系統(tǒng)
3.1.1集成套色的優(yōu)點:對于印刷系統(tǒng)而言,其關鍵在于套色系統(tǒng)的套印精度,而目前市場上流行的套色系統(tǒng)方案是一種分立式設計,由傳動系統(tǒng)的產(chǎn)品提供商和套色系統(tǒng)的供應商一起組合成一個系統(tǒng),這存在以下弊端:
-價格高昂,通常專業(yè)的套色系統(tǒng)價格都在數(shù)千美元一色;
-系統(tǒng)出現(xiàn)故障時需兩個或多個供應商共同來解決;
而B&R依賴其產(chǎn)品自身的強大性能與貝加萊在印刷機械領域的行業(yè)應用軟件積累,設計了集成套色系統(tǒng)這一解決方案,產(chǎn)生了對傳統(tǒng)方案的顛覆性設計,帶來了巨大的成本節(jié)省,并且,由一個獨立的供應商完成整個系統(tǒng)的提供,也不會造成系統(tǒng)維護升級太多的不便。
貝加萊之所以可以很好實現(xiàn)該系統(tǒng),有自身硬件的優(yōu)勢,更重要的是在行業(yè)積累的軟件庫得到了發(fā)揮。
3.1.2集成套色算法設計
集成套色系統(tǒng)是將各個印刷單元的偏差輸入到套色系統(tǒng)模型中,這個模型基于模糊控制而設計建模,其參量包含印刷相關工藝參數(shù)如張力、溫度、摩擦系數(shù)、印刷長度、速度等,由于印刷系統(tǒng)是一個連續(xù)紙的印刷過程,任何一個單元的偏差調(diào)整均會對其它系統(tǒng)產(chǎn)生影響,通過多變量系統(tǒng)的耦合和解耦運算,系統(tǒng)將調(diào)整量給出到運動控制系統(tǒng),運動控制系統(tǒng)則進行實時調(diào)整以維持印刷的高精度。
傳統(tǒng)的PLC無法設計如此復雜的算法,而PCC則因為具有高級語言編程能力,可以比較容易的進行算法的軟件設計,另外可借助多種開放的庫來支持應用程序的開發(fā)。
3.2色標直接輸入至驅(qū)動器
ACOPOS伺服驅(qū)動器是一個模塊化設計的驅(qū)動系統(tǒng),它具有智能性特點,自身具有很強的處理能力,其設計為多個插槽的方式,包括通信、編碼器和I/O共四個插槽,通常第一個槽位用于通信如CAN,POWERLINK,第2~4個槽位既可以用于編碼器也可以用于I/O,甚至可以直接插入CPU模塊,在這個應用里,色標傳感器的信號直接被送到了ACOPOS驅(qū)動器,在驅(qū)動器內(nèi)完成了信號的采樣、濾波、處理、編碼與通信封裝,然后送至套色系統(tǒng),這一設計響應速度較之傳統(tǒng)的PLC+I/O模塊方式更快。
3.3 虛擬主軸技術
虛擬主軸是指運動控制軸與軸之間所建立起的數(shù)學模型,因為所有運動控制的速度、位置同步問題都可歸結(jié)為各伺服軸之間的數(shù)學關系,虛擬主軸并不指某個具體的軸,而是他們之間的關系,由于它并不存在,而是理想中的一個軸,那么它就不存在磨損、跳動也不存在偏差,其它伺服軸緊隨這個虛擬主軸運行1:1的電子齒輪同步,ACOPOS驅(qū)動器可支持高達32位分辨率的電子齒輪同步精度。
3.4實時通信Ethernet POWERLINK技術
實時通信是系統(tǒng)的關鍵一環(huán),無論是偏差信號的上傳到套色系統(tǒng)以及套色系統(tǒng)給定調(diào)整量,以及運動控制系統(tǒng)之間的電子齒輪同步關系,都需要通過高速的數(shù)據(jù)通道提供各個軸之間的數(shù)據(jù)交換。
POWERLINK是一個100Mbps,抖動<<1uS的高速實時以太網(wǎng),它能夠為整個系統(tǒng)的大量數(shù)據(jù)交換提供快速通道,使得系統(tǒng)能夠完成快速的數(shù)據(jù)交換,保障系統(tǒng)同步精度。
四、系統(tǒng)配置
4.1.Power Panel-集成控制、顯示與操作于一體的人機界面
4.2ACOPOS智能型伺服驅(qū)動器
五、系統(tǒng)優(yōu)勢
5.1成本優(yōu)勢:集成套色系統(tǒng)較之原有的系統(tǒng)幾乎省掉了套色系統(tǒng)的成本,這對于機械制造商來說是巨大的成本節(jié)省,其競爭力不言而喻。
5.2系統(tǒng)運行精度高,節(jié)省紙張,由于采用預套印技術,只在短短幾個紙張傳輸過程中即可完成快速套準,并進入穩(wěn)定運行階段,這樣就可以節(jié)省紙張的浪費。