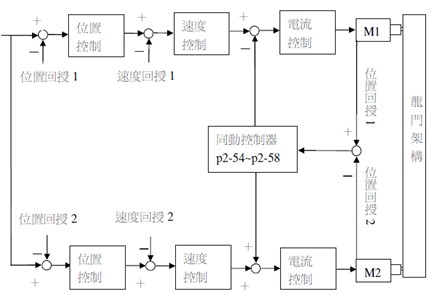
在CN技術和激光加工切割新技術已經廣泛應用于金屬、皮革、廣告雕刻等切割加工領域的今天,采用新型的龍門機構設計的大幅面機器,幅面跨度可達到3mx5m有效的加工行程,使用了安裝在床身側的導軌設計,激光頭縱向位移軸就可以方便的以門字形結構跨坐在橫向位移導軌上,同時位移由橫向兩個伺服馬達同步位移驅動兩根絲桿來完成橫向位移。如下圖所示。這樣負載重量就由2邊導軌和絲桿分開承受,很好的解決了大幅面機械的幅面過大、機械剛性不足的問題。
解決了上述問題后,那怎么樣才能很好的驅動電機使兩邊的伺服馬達能夠保持高精度的位置同步呢?本文就以龍門激光切割機為案例,詳述了如何利用A2伺服獨有的龍門同驅功能,僅以一路脈沖命令作為命令來源,即可實現兩個伺服電機之間的高精度同步控制方案。
1. 臺達高精度龍門同驅方案
傳統的龍門同驅電機控制,一般都需要上位控制器的配合,需要獨立的兩路命令通道才能夠控制兩軸同驅。與傳統龍門同驅控制架構相比,新的A2控制方式,無需修改上位控制器的硬件接口設置和參數設計,只需要改變上位控制器和A2伺服接線,以及設定相應的參數即可以實現雙伺服同驅功能,這是A2伺服運動控制的一大特色功能。
2. 龍門同驅的控制架構和具體接線
a)控制器選型
龍門同驅須使用A2-m/u/l型驅動器,驅動器必須具有cn5接口,因為這一個接口可支持A2驅動器接受除自身編碼器反饋之外的、來自于另外一顆伺服的第二路編碼器反饋。
b)控制器架構
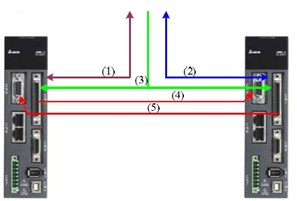
1)上位控制器給軸①的伺服di/do信號
2)上位控制器給軸②的伺服di/do信號
3)上位控制器給兩軸的一路脈沖命令信號
4)軸①pg信號輸出給軸②的cn5信號
5)軸②pg信號輸出給軸①的cn5信號
c)具體接線如下,以軸①伺服為例

3. 方案的實施
a)伺服基本參數設定-電子齒輪比設定
當接線接好,檢查確認無誤后,即可進行伺服參數的設置。首先,取消相關無用的di,解除報警信息ale13、ale14、ale15,同時需要設定上位控制器對伺服命令的電子齒輪比參數,設定對正確的電子齒輪比是伺服正確運動的前提,切記兩軸的電子齒輪比設定的數值要保持一致。
設定數值p1-44 電子齒輪比分子,出廠設定值為128。
設定數值p1-45 電子齒輪比分母,出廠設定值為10,即伺服驅動器接到10萬pulse,馬達才運轉一圈,建議根據上位控制器發送脈沖的脈沖能力,以及最高運動速度,還有絲桿的螺距等因素綜合考慮。
這里舉例假設為p1-45=1,即10000pulse,電機運行一圈。公式如下:
1280000xp1-45÷p1-44=1280000x1÷128=10000pulse。
b)伺服慣量比測定
伺服慣量比的估測和伺服增益的調整,步驟如下:
1)先將龍門機構解除,檢查所有的機構及伺服上的設定,如急停以及左右極限等,確認是否正常有效!
2)將兩臺驅動器上的面板監視調整為j-l(p0-02=15監測慣量用)。
3)上位控制器下達脈波指令,先以慢速來回移動龍門機構,確定機構運轉沒有問題,慢慢加快來回移動速度,觀看驅動器上的慣量顯示。
4)等顯示穩定后,將慣量比分別寫入到各自控制器的p1-37參數(當機械結構不對稱時,各自的慣量比有可能不同)。
5)慣量比是伺服電機運轉的計算基礎,此值務必正確!
c)p1-46 pg分周比參數設定和p1-72光學尺閉環解析度設定
p1-46為伺服驅動器cn1自身輸出到另一顆同驅驅動器的cn5的編碼器反饋值,此數值大小和前面p1-44、p1-45并無實質的關系,為馬達自身輸出解析。設定數值越大,解析越高,越有利龍門的控制,但是超出一定控制的范圍的話,將影響兩軸間位置誤差計算的正確性。限制公式為:馬達轉速÷60xp1-46x4 < 8*1000,000。
p1-72為電機旋轉一圈時cn5應該接收到多少數值。為4倍頻之后的數值,其數值為另一顆伺服軸的p1-46x4得到的數值。舉例,如軸①的p1-46=10000pulse,則軸②的p1-72相應等于 p1-72=2500x4=40000pulse。通常兩個軸的這兩組參數要設定一致!
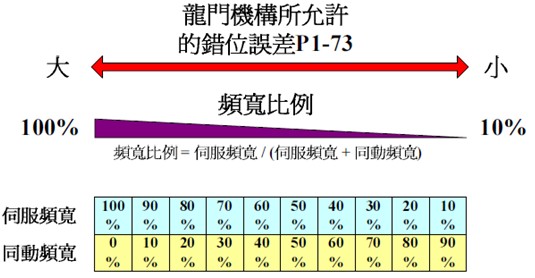
d)p1-73光學尺全閉環回授位置、馬達編碼器之間位置誤差過大的錯誤保護范圍設定
當伺服驅動器從cn5接收到的另一驅動器數值與自身編碼器接口cn2反饋來的數值差值到該設定數值后,驅動器即發生ale40報警,在設定此值時,務必考慮實際的機械結構所能承受兩軸間的錯位誤差,如誤差值設定超過實際機械結構所能承受的能力,可能會損壞機械系統!允許誤差的公式如下:
還以上述為例,p1-46=10000pulse,p1-72=40000pulse。p1-73=400pulse,絲桿的螺距為10mm,則兩軸允許的誤差為:
400÷40000x10=0.1mm,當兩軸誤差達到0.1mm時,伺服系統產生報警信息ale40。
需要注意的是這個值設定在設定時并非越小越好,還要考慮兩軸因為負載情況不可能完全相同,在加速或減速過程中,產生較大的同步誤差,因此要被考慮,后續章節會描述。
e)同步設定檢查
使用a2-sfot軟件示波器功能
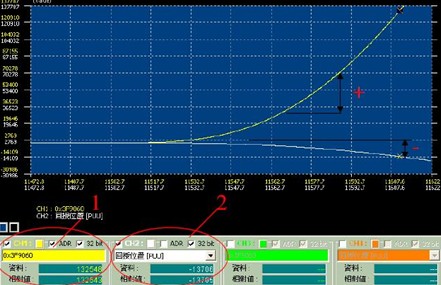
1)將示波器下方的ch1的adr及32bit勾選,并在黃格內鍵入0x3f9060,此值為驅動器內部光學尺cn5的回授脈波量,此變數為32位元數值(監視同動驅動器的移動方向)。
2)將ch2的32bit勾選,并在白色方格內選擇“回授位置”,此為馬達本身回授的脈波量(監視連接到示波器之驅動器的移動方向)。
3)命令上位控制器下達位置命令,使兩顆馬達同時移動,并觀察pc示波器的變化,訊號如下圖,ch1與ch2增加量是相反的,如不將cn5的輸入信號反向,只要龍門同動控制一啟動,就會馬上產生兩軸位置誤差過大的警報,若將本機上的p1-74設定改為10x,即可將cn5接收到的回授信號將反相。
1) 如果設定正確,訊號會如同下圖,增加量是同向的。(圖中黃色的鋸齒訊號,屬正常現象,因為控制器內部,為避免溢位,執行數值重置的動作)
2) 完成后,將示波器接到另一臺驅動器,察看另一臺脈波回授相位是否正確。
a) 試運轉以及P1-73 誤差值的修正
使用A2-sfot軟件增益計算功能,兩臺伺服驅動器先設定相同的伺服頻寬設定,以避免兩軸增益參數設定不一致而引起馬達反應速度不同,產生較大的誤差。
使用A2-sfot軟件示波器功能
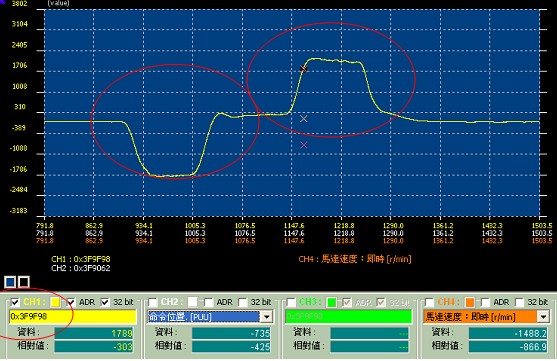
設定適當的伺服頻寬后(由小到大調整),讓上位控制器下達位置命令,并透過PC軟件示波器,觀察兩軸之間的位置誤差及同步情形。如下圖設定,勾選CH1,ADR及32BIT,并輸入位址0x3f9f98,此數值為兩軸之間的位置誤差量,單位為PULSE,兩軸間若位置誤差量大過設定值P1-73,則會產生報警。所以上位控制器最后給定的加減速指令,必須調整到伺服在加減速過程中,能夠滿足0x3f9f98<P1-73時才不會發生問題。
b) P1-74龍門同步功能的開啟
當上述參數檢查和設定完畢后,將參數P1-74設定等于2即可實現龍門同驅功能。
c) P2-57同步增益頻寬的設定
當使用中發現兩軸同步后,跟隨誤差還是較大時,建議適當的增加P2-57的數值,該數值為同步控制頻寬,設定該數值后,系統會自動的計算出P2-54~P2-58等一系列同步頻寬PID調節參數。此數值設定越大,其兩軸同步的效果就越好。
但是需要注意的是,當系統的速度環頻寬+同動控制頻寬>系統自身的允許頻寬時,機構就會共振產生嘯叫,因此在調整同動頻寬時,要由小到大慢慢的調整!
4. 其他因素對同步精度的影響
對于下述問題是一個十分有必要討論的問題,我們在實際調試時發現以下問題對同步精度起影響作用,甚至有時左右到方案的結果。
1) 兩臺驅動器沒有安裝在同一個金屬層板,導致不能等電位,引起驅動器CN5脈沖受干擾。
實際證明發現,有些客戶的驅動器安裝在膠木板上或者將金屬底板噴漆,當采用的底線不夠規格時,同時監控兩臺驅動器,其中一臺編碼器回授不增加,但是另一臺驅動器的3F9060地址位數值卻不斷變化,顯示有脈沖進入,這就是雜訊干擾引起。
解決的方法是:
A. 減少CN5到CN1的接線長度,采用屏蔽雙絞線。
B. 使用金屬底板。
C. 采用良好和正確的接地,或者將兩顆伺服接地端子,使用金屬銅編織帶跨接。
2) 兩軸同步時機械使用絲桿和齒輪齒條的效果差異。
當采用絲桿傳動結構時,機械的剛性較高,因此可以獲得較好的同步效果,而使用齒輪齒條時,需要兩邊齒條嚴格對位,這樣對安裝有了較高的要求,加上齒輪傳動的間隙問題,所以結構剛性不如絲桿,同步效果也會差些,但這是機械結構特點決定的,伺服電機在電氣上仍保持高精度的位置同步。
5. 結束語
本案只是A2高解析智能伺服龍門同驅功能的一個典型應用。目前A2系列伺服除龍門同驅功能外,其他系列機型還包含有CAN-OPEN總線機型,全閉環機型,以及擴展I/O機型,可以滿足不同應用場合和控制需求,相信隨著市場的不斷深入,我們可以為客戶實現更穩定、高性價比的伺服運動控制控制方案。
