在食品行業中有些包裝膜包裝前必須要打孔,否則在熱封后,完全封閉則會包含很多空氣,不利于運輸。原來的應用情況是包裝膜和包裝原料的運送速度保持一致,使用一種特殊的極快速氣缸對運動中的包裝膜進行打孔。但使用這種汽缸由于運行動作頻繁,所以很容易受到損壞,維修成本非常高。而且這種氣缸的訂貨周期長、價格不菲,對許多企業來說是一筆很大的支出。為了降低成本,廠家急需一種簡單耐用的打孔設備替代品。
在包裝膜打孔機上使用臺達20PM的正是可以滿足這種要求的極佳解決方案。
在新型包裝膜打孔機上使用20PM控制交流伺服電機,帶動其機械結構左右運動。在運動時實現中間部分包裝膜的絕對靜止,此時進行氣缸打孔操作(圖1)。
使用此結構設備,可實現前后送膜并不停止,只中間部分包裝膜停止的效果。
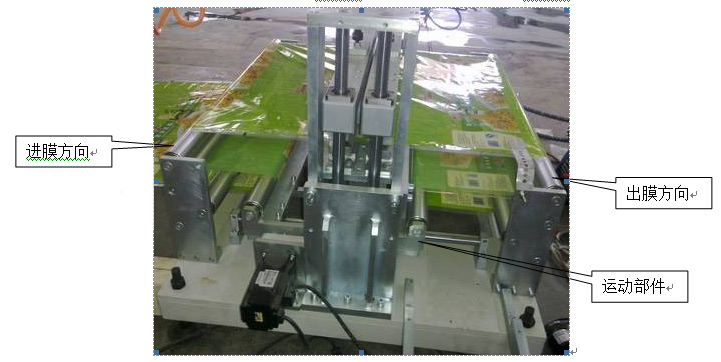
圖1 設備外觀
系統構成
控制系統使用全系列臺達產品,具體配置如圖2所示。

圖2 系統配置
控制分析
此設備的控制要點有2個:第一、使機械運動部件跟隨送膜速度變化,以實現絕對靜止,使用電子凸輪的追剪功能。使用色標信號來控制凸輪運動與否,所以使用非周期凸輪模式;第二、打孔位置方便調整。
1、追剪功能
程序中使用自動建立追剪CAM DATA機制。自動追剪功能是靠2個飛剪指令語句生成。飛剪功能語句定義如圖3、圖4顯示。
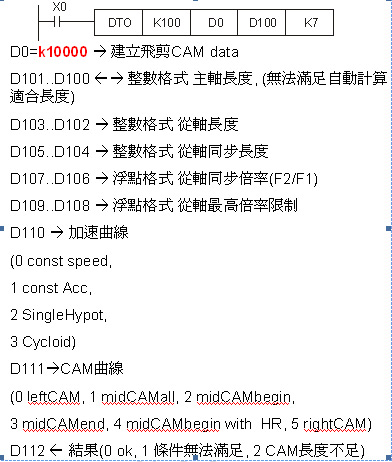
圖3
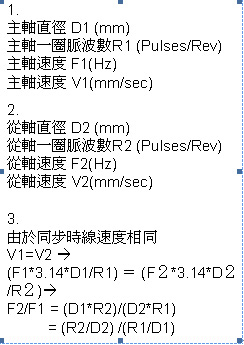
圖4
在此設備控制中,同步時的線速度并不是相等的,而是V1=2*V2。
第一個飛剪語句按照上面格式設定。第二個飛剪語句的D102、D103從軸長度設置成第一個語句的負值,D111 CAM曲線設置成H8000,這樣即可使用2個飛剪自動達到追剪功能。
執行語句,生成的CAM曲線如圖5所示。
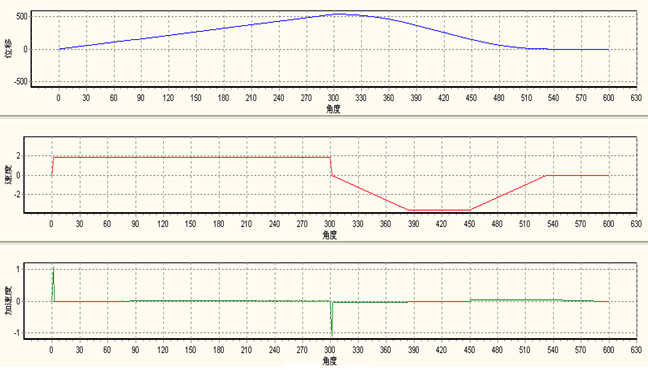
圖5 CAM曲線圖
非周期凸輪控制框架如圖6所示。
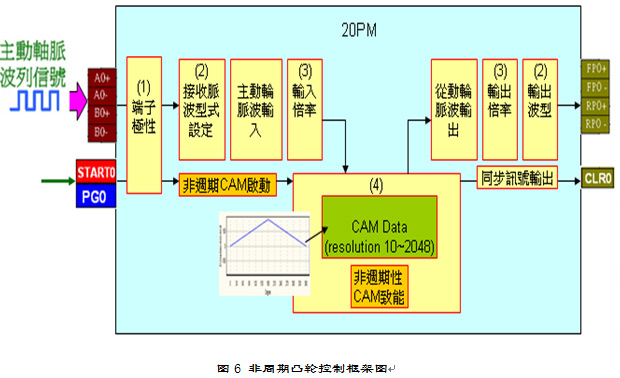
圖6 非周期凸輪控制框架圖
2.高速比較與捕捉
由于色標傳感器有信號時并不是要打孔的位置,所以并不能使用色標信號當作非周期凸輪的啟動信號。所以把主軸編碼器信號并聯接到MPG1,設定2個高速計較和1個高速捕捉,并啟動C204。使用色標信號當作高速捕捉信號,每次色標信號來后,捕捉C204當前值。然后用C204當前值加上要延時的脈沖數(即打孔位置調整值),用2個高速比較來控制CLR1的導通和關斷。再使用CLR1信號來觸發START0,啟動非周期凸輪。
高速比較與捕捉設定如圖7、圖8、圖9所示。
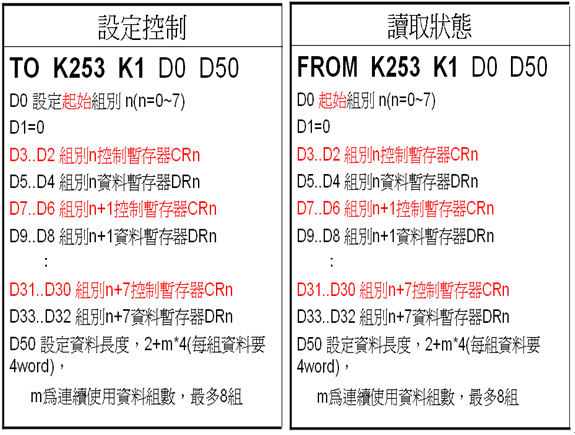
圖7
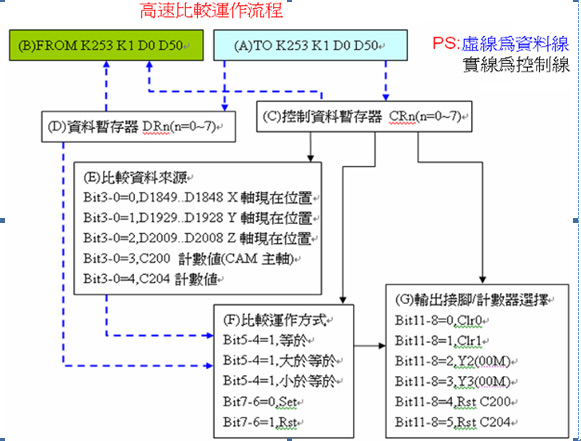
圖8
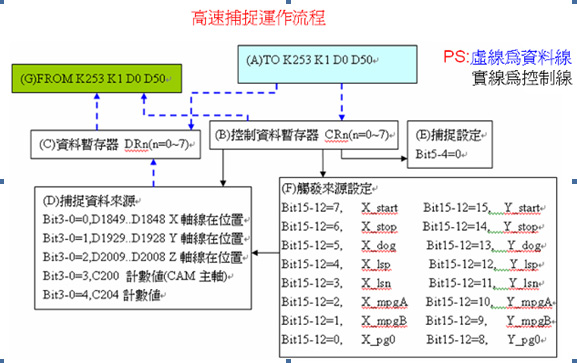
圖9
控制程序
1.參數初始化(圖10)。
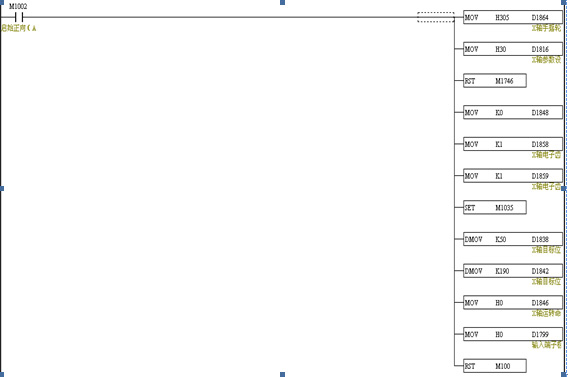
圖10
2.飛剪曲線建立(圖11、圖12)。
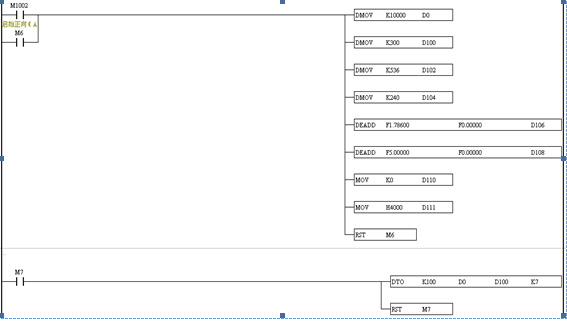
圖11
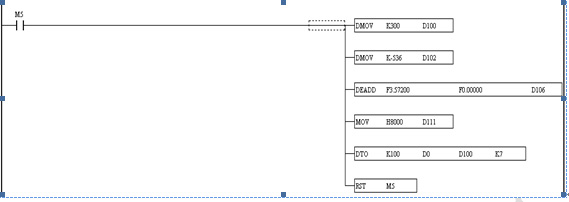
圖12
3.高速比較與捕捉設定(圖13、圖14)。
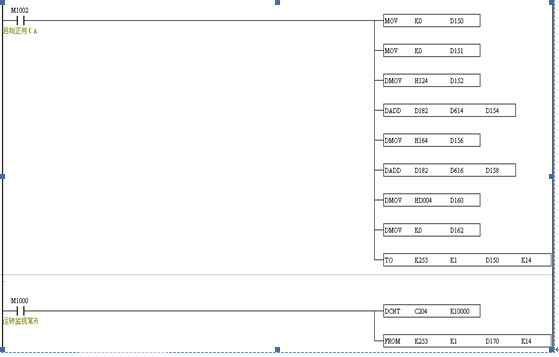
圖13
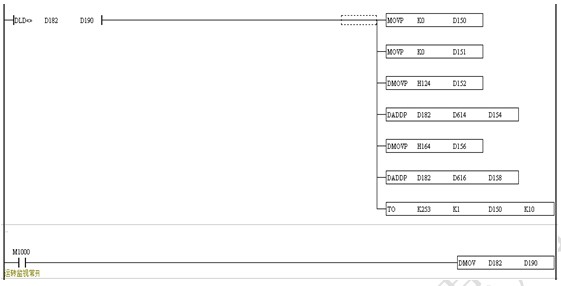
圖14
結束語
目前設備運行良好,無論包裝膜傳輸速度快、慢,都能準確進行打孔。而且在文本控制器上可以方便的調整打孔位置。客戶非常滿意其打孔效果,準備替換所有生產線上類似設備。
