大連安迪數控技術有限公司是由留日海歸博士和國內自動化學者共同投資組建的高新技術企業。公司位于大連市高新園區海外學子創業園。是一家專門從事于交流永磁同步伺服系統和交流異步伺服系統的研發、制造、銷售和服務為一體的自動化控制企業,公司可為客戶提供完美的解決方案。
大連安迪數控技術有限公司生產的ADSD-AS系列交流異步伺服驅動系統是基于DSP+ IPM的硬件平臺;具有高速度頻率響應;具有高精度的位置控制;具有完善的保護功能;具有高過載能力等特點。
開平機又稱:【橫剪線】【開平橫剪機】用于將金屬卷板經過開卷、校平、定尺、剪切成所需長度的平整板料并堆垛。適用于加工冷軋和熱軋碳鋼、硅鋼、馬口鐵、不銹鋼及表面涂鍍后的各類金屬材料。
開平機是通過開卷、引料、縱剪及碼垛的方式,將卷板加工成所需要的定長尺寸的自動化加工設備,中間配合上料小車、導向裝置、油壓式活套等軸柱設備。傳統開平機使用變頻器控制加工板材的定長,往往是在位置到達前讓電機減速停車,這樣易造成定位不準,板材加工精度不高等問題,而且加工效率由于變頻器加減速時間長而導致效率較低。采用大連安迪數控的ADSD-AS系列交流異步伺服驅動器和電機,再配合PLC和觸摸屏集中控制,具有自動化程度高、生產效率高、加工精度高三大特點,卷材一次上料可實現各工序的順利完成,有效的減輕了工人的勞動強度提高效率、具有很高的性價比。
開平機工作流程:上料小車開動上料卷---開卷機漲緊料卷----料頭開卷器將卷料的料頭引入引料機----校平機進行精校平---油壓式活套過渡料頭和尾料以及匹配校平機和數控送料機的速度----導向機構-----數控送料機進行伺服送料----剪板機橫向剪切----皮帶輸送----碼垛----液壓系統----電控系統。
開平機的組成:生產線主要由上料小車、開卷機、校平機、送料機構、剪板機、輸送裝置、堆垛裝置等組成。

本臺開平機設備加工板材厚度為0.3mm-3mm,選用的是安迪ADSD-AS33-15K異步驅動器和ADSM-ASD-11307BD35G電機,該電機基頻為25HZ,額定轉速為750RPM,具有低頻大扭矩特點,同時電機最高轉速可以達到4000RPM,這樣既可以滿足開平機啟動轉矩大,又滿足生產效率高的特點,并且電機帶有抱閘裝置,這樣在電機停止時保證輥輪不動,確保板材不動來保證加工精度。
PLC和觸摸屏選用的是臺達的PLC和觸摸屏,PLC發送脈沖+方向信號來作為位置指令,脈沖信號發送的最高頻率為200KHZ。觸摸屏設置了板材的定位長度、加工數量、伺服轉速、自動啟動停止開關和參數設置按鈕;在參數設置中有輥徑設置、齒輪比設置、伺服自動運行速度設置、手動運行速度設置、速度最高上限以及自動控制時增速的幅度。方便操作者操作,達到集中自動控制。
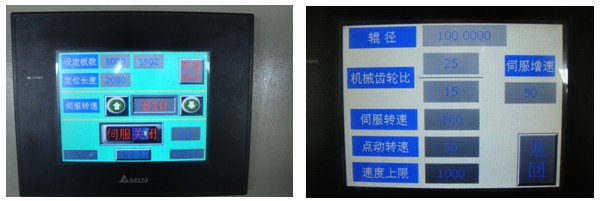
當板長設置成2m,輥徑為100mm,齒輪比為25:15,則PLC每次發的脈沖數位2*25*10000/(0.1*3.14159*15)=106103個,電機編碼器為2500線。速度設置為750RPM時,則加工約為70張/分鐘,而傳統加工數量僅為30多張,很明顯伺服開平機是傳統開平機效率的2倍還要多,因為伺服速度依據PLC的脈沖頻率(臺達DVP-SV系列)最高可以設為1200RPM,對應的加工數約為110張。
安迪異步伺服驅動器針對客戶應用要求,設置了8個輸入信號、5個輸出信號,輸入脈沖和方向信號,還有外部的模擬量轉矩信號、報警信號等,根據現場情況還加裝了脈沖隔離板,更好地確保接收脈沖的準確度。具體I/O信號如下:
輸入端口定義:
DI1: 使能
DI2: 剩余脈沖清除
DI3: 正轉極限限制
DI4: 反轉極限限制
DI5: 內部轉矩TC0
DI6: 內部轉矩TC1
DI7: 報警復位
DI8: 緊急停車
輸出端口定義:
DO1: 使能準備信號
DO2: 零速信號
DO3: 原點到達信號
DO4: 位置到達信號
DO5: 報警輸出信號
其中:
回原點方式有6種,可以根據客戶不同現場要求,進行選擇。分別是:正轉極限開關作為原點、反轉極限開關作為原點、正轉外部原點開關作為原點、反轉外部原點開關作為原點、直接尋找Z脈沖作為原點和反轉直接尋找Z脈沖作為原點。
轉矩控制也可以通過外部模擬量信號或內部DI5和DI6信號的選擇來滿足客戶對不同轉矩的要求。
位置到達信號主要是確保PLC得到伺服位置到達信號后再發送下一組脈沖,避免脈沖沒執行完就持續發送,造成脈沖累加而定位不準。
DI2是剩余脈沖清除信號,當出現急停、超程現象時,可以通過此信號清除沒有執行完的脈沖信號。
故障報警信號提供伺服報警輸出,避免一旦伺服出現故障,而其他設備仍舊工作,造成板材和設備的損壞。
另外為滿足設備的快速啟停的要求,伺服驅動器要加裝外部制動電阻,如不加裝制動電阻易出現過壓報警。
通過使用安迪異步伺服,使設備響應速度快,定位準確,過載能力可以達到額定轉矩的3倍,滿足加工不同板材的負載要求。
總結:
該開平機采用伺服控制,具有節能效果好;控制精度高;生產效率高等特點,具有更優良的性價比,為企業創造更多的效益。
